



1.基本操作姿势
工业平缝机的基础操作姿势应做到正确、到位,否则容易引起疲劳,影响生产效率和生产质量。工业平缝机的基本操作姿势如图4-4-1所示。一般姿态自然,上身保持自然平直,身体坐稳在座椅上,约占满椅面的2/3,双臂自然平放于台板上,双脚轻放于脚踏装置上,头部正中对齐针杆,状态轻松舒适。

图4-4-1 工业平缝机的基本操作姿势
做到姿势正确到位,应注意以下几点:
(1)选定座椅高度 操作者在上机前先确定座椅高度,以避免身体因姿势不当而疲劳。座椅高度以操作者坐上座椅后,双脚平放于地,小腿与大腿基本成直角,大腿保持水平位置为宜。
(2)调节工作台面高度 确定工业平缝机的工作台面高度时,通常让操作者坐下后,将手肘平放于台面上,以小臂和上臂姿态自然舒适为好。当姿势不适时,通过调整机架来调节工作台面高度。
(3)调节膝控抬压脚装置高度 膝控抬压脚装置,就是由膝盖控制操纵杆来完成抬压脚的功能,可以替代手部扳动调压脚扳手的操作。膝控抬压脚装置的高度应让其触碰面对其操作者的右膝正外侧,避免偏斜,如图4-4-2所示。
(4)缝制操作时双脚位置 当缝制作业时,操作者的双脚一般应轻放于踏板上,左右脚前后稍错位,左脚稍靠后,右脚稍向前,如图4-4-2所示。这样的脚位和平缝机的脚踏控制装置的功能相协调。
(5)缝制操作时双手位置 当缝制作业时,操作者一般双手一前一后,左手在前,引导缝料运动方向;右手在后,负责控制后段走势和缝料上下层吃势,如图4-4-3所示。

图4-4-2 膝控抬压脚装置位置及缝制操作时双脚位置

图4-4-3 缝制操作时双手位置
2.基础操作
(1)选择机针与缝纫线 工业平缝机的机针类型较多,形态多样。缝制服装的机针多为圆锥形和球形针尖,有助于扩展纤维不损坏织物;缝制皮革和帆布时,多采用交叉针尖、扁平针尖、菱形针尖和方形针尖,便于切割和扩展缝料。通常缝制薄、脆、密的缝料选用小号(细)针,针孔不会太大;而缝制厚、软、疏的缝料选用大号(粗)针才能穿透面料,而不损坏机针。在机针安装之前,首先应选择正确的型号、针号,然后检查机针的质量,看针杆是否平直不弯曲、针尖是否锐利或弯尖、针孔是否光洁便于缝线通过等。
缝线的选择应考虑其可缝性、强度和均匀性,保证缝合牢度。高速缝纫时其面线首选左旋线(即Z捻线),要求捻度适中,而底线选用左、右旋线(即S捻线)均可。可采用下面的方法鉴别缝线旋向,如图4-4-4所示。双手将缝线捏住,左手固定不动,右手拇指从上向下将缝线在食指上搓转,若股线越搓越紧,则为左旋线,反之,为右旋线。
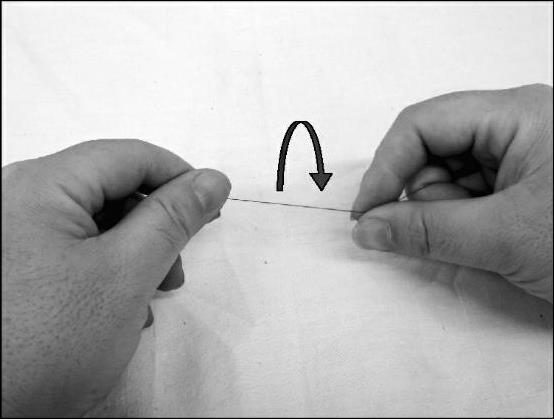
图4-4-4 缝纫线的捻度鉴别
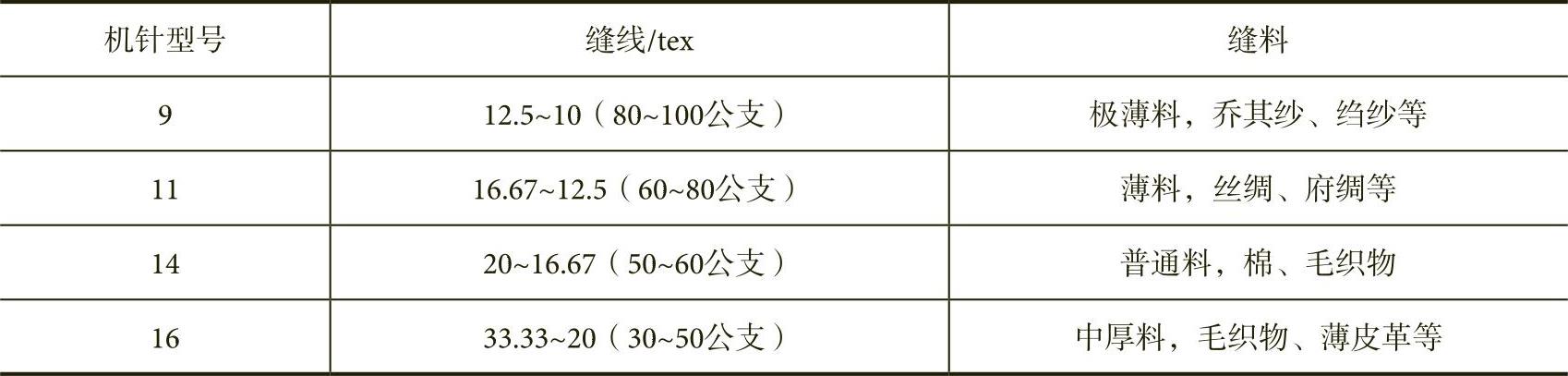
在缝纫时,缝纫机针、缝料、缝线三者的匹配应如表4-4-1所示,合理匹配,才能取得良好的缝纫效果。
表4-4-1 机针、缝线、缝料的匹配
(2)安装机针 正确选择机针后就可以进行安装了,初学者装针时应首先切断电源。
1)操作时先转动手轮,使装针杆上升到最高位,释放压脚按钮,让压脚自动落下,如图4-4-5a所示。
2)然后旋松支针螺钉,左手拿住机针针杆,将机针向上直抵装针杆孔底,并使机针浅槽一侧正对勾线器方向,右手拿小号螺钉旋具旋紧支针螺钉,装针完成,如图4-4-5b所示。
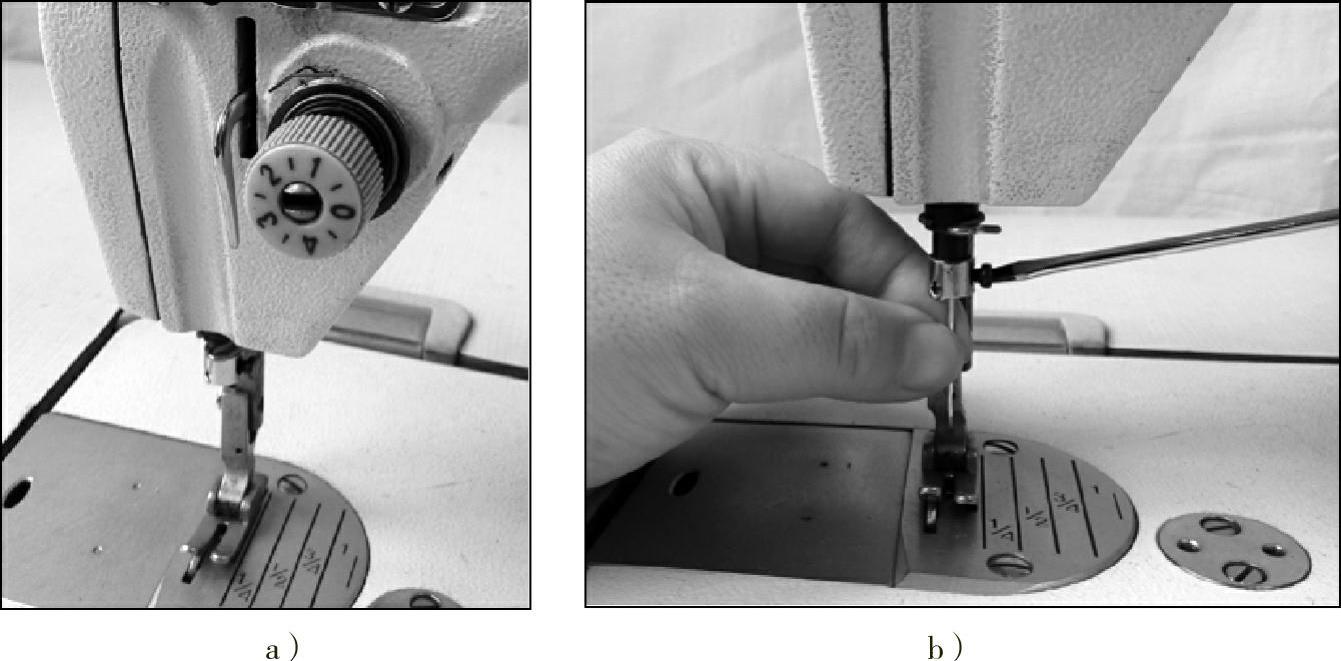
图4-4-5 机针的安装
(3)穿面线 在缝纫机操作之前,穿引面线非常重要,如果错穿或漏穿,缝纫时就会断线、卡线,甚至一针也不能缝。
1)操作时首先关闭电源,然后抬起压脚扳手,使压脚升高,如果在压脚不提升的情况下,会把线张力拉紧,为了穿线方便不得不提升压脚提升杆。然后用右手转动手轮,直到机针调到最高位置,露出挑线杆,如图4-4-6a所示。
2)将缝纫线放于线轴架上,依序将缝纫线穿过缝线钩、导线器、“U”字形过线器、挑线杆、导线沟、机针针眼等,完成穿线,如图4-4-6b所示。
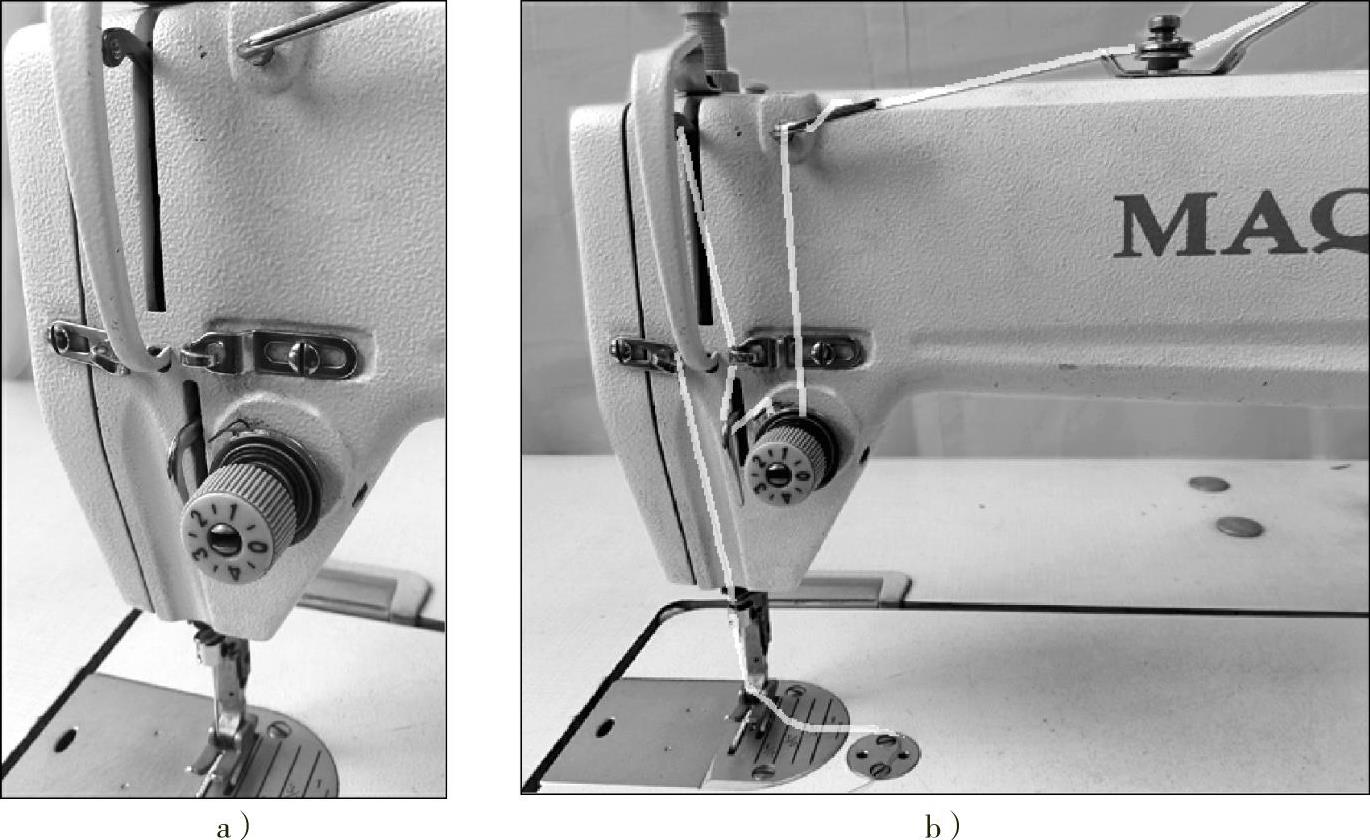
图4-4-6 穿面线
(4)绕底线 绕底线时先抬起压脚,以防送布牙磨损。然后将梭芯插入绕线转动轴上,缝线在梭芯上绕几圈,按下满线跳板,使绕线轮与皮带接触绕线。如图4-4-7所示,白色虚线内所示为绕线装置。当绕线结束时满线跳板脱开,绕线轮自动停止转动,绕底线完成,将梭芯取下。正常绕线量为平行绕线至梭芯外径的80%,绕线过满则易脱散。
(5)装梭芯、上底梭、引底线 装梭芯时,先将梭芯上缝线预留5cm,缝线端对准自己,将梭芯放入梭壳。左手拿稳,用右手将线拉入梭壳缺口内,并顺势将缝线向左拉入弹性铁片夹里去,再向后拉出10cm线头备用,如图4-4-8所示。
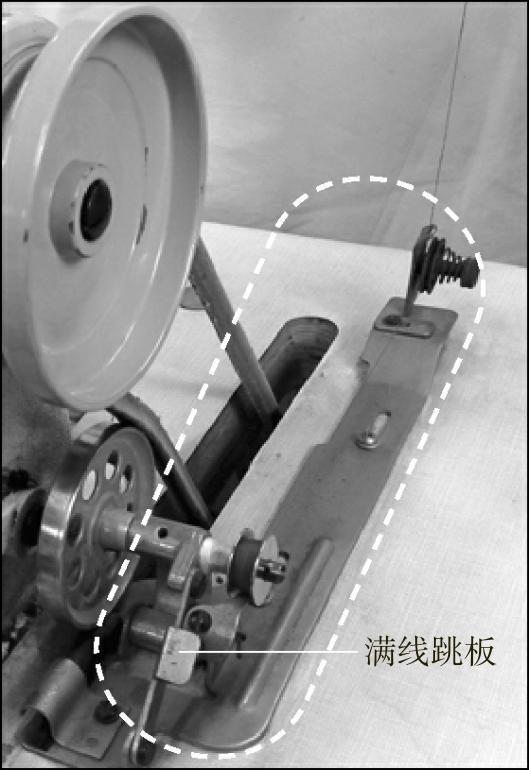
图4-4-7 绕底线
上底梭时,先将底梭盖板打开,用左手捏住梭壳和抓把,将装有梭芯的梭壳中心孔对准梭床套入,放下抓把,底梭自动锁定,如图4-4-9所示。
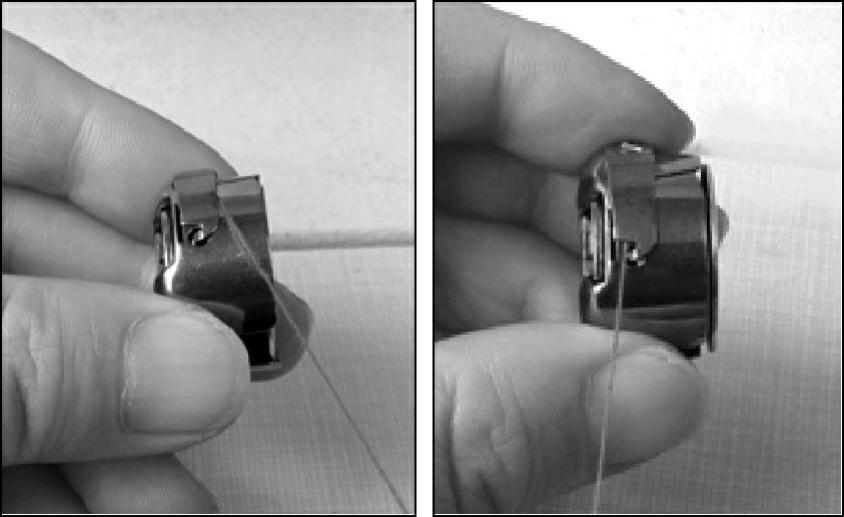
图4-4-8 装梭芯

图4-4-9 上底梭
引底线时,左手将面线线头捏住,转动手轮使针杆下降,向下运动,再回升到高位,此时随机针运动,底线成线圈状被牵引上来,如图4-4-10所示。通常缝纫时,会用右手捏住线圈将底线拉出,并将面线、底线整理好,一起放置于压脚下方,做好缝纫准备。
(6)调节针距 工业平缝机的针距调节可通过转动针距标盘改变。针距调节器在机头的右端,其标盘数字表示针距的长度(mm),数值大针距长,数值小针距短,如图4-4-11所示。(https://www.xing528.com)

图4-4-10 引底线

图4-4-11 调节针距
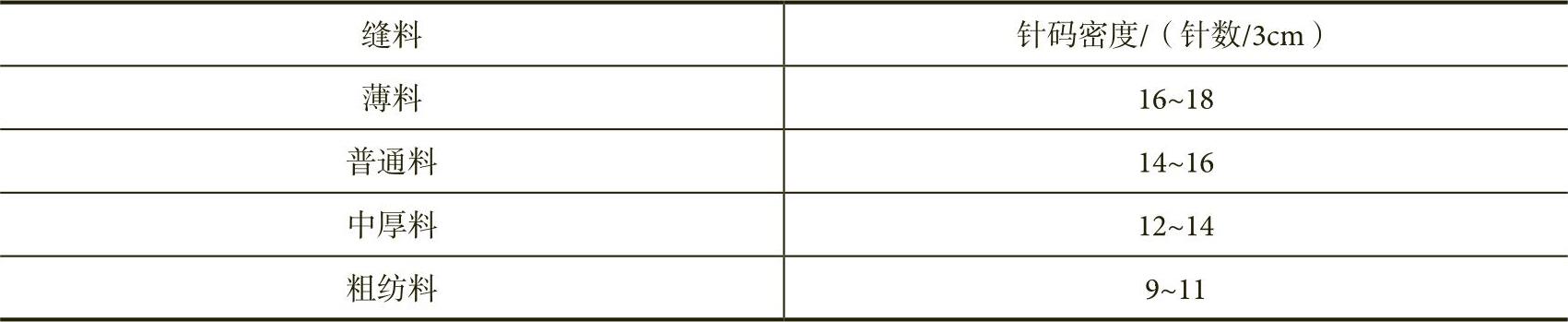
针距大小一般根据缝料性质确定,一般以3cm内的针数为计量单位,称为针码密度,不同的缝料、缝型等都有不同要求,并非针数越多越密就越好。在表4-4-2列出了部分缝料与针码密度的匹配关系。
表4-4-2 部分缝料与针码密度的匹配关系
(7)倒顺缝 工业平缝机绝大多数线缝是顺缝。当需要倒向缝制如倒针时,可以操作机头右下侧倒缝控制杆,将其下按,即能倒缝;当手放开时,倒缝控制杆自动复位,又进行顺缝,如图4-4-12所示。
(8)调节压脚压力 压脚压力要根据缝料的厚薄进行调节。通常缝制薄料时,压脚压力应小些,厚料时则大些。压力调节时,先旋松机头顶部的调节螺钉上的锁紧螺母。厚料对应压力大,可旋入调节螺钉,薄料可对应旋出螺钉,压力减小。调节完成后,应旋紧锁紧螺母,防止调节螺钉松动,缝纫时压力改变,如图4-4-13所示。

图4-4-12 倒缝操作

图4-4-13 压脚压力调节螺钉
(9)调节缝线线迹 普通工业平缝机的线迹是双线锁式线迹。它由带面线的机针和带底线的梭子运动配合实现的。当两根缝线在缝料上、下面相互有规律交织,配合正确时,缝线的交织点正好处于缝料厚度中间,缝线不紧不松,整齐美观。但面线、底线配合不当时,就会出现多种不良线迹,需要观察线迹形成情况来调整。
缝线张力是影响缝制时能否形成合格线迹的重要因素。通常情况下采用先调节底线张力,再调节面线张力的程序,如图4-4-14和图4-4-15所示。

图4-4-14 调节底线张力
选用小号螺钉旋具旋转梭壳上的梭皮螺钉,加大或减小底线张力即可。

图4-4-15 调节面线张力
面线张力以底线张力为基准。面线张力的调整主要通过调节夹线螺母来实现,进行试缝后,观察线迹形成情况来调整。
底面线线迹形态示意
(以工业平缝机的双线锁式线迹为例)
A.正确线迹(图4-4-16)
面线、底线张力适当,面线、底线的交合点恰好处于缝料中间,缝线不紧不松,整齐美观。
B.不良线迹(图4-4-17)
不良线迹有:浮面线、浮底线、线迹松浮、缝料皱缩等。
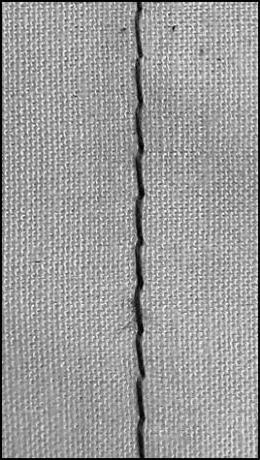
图4-4-16 正确线迹
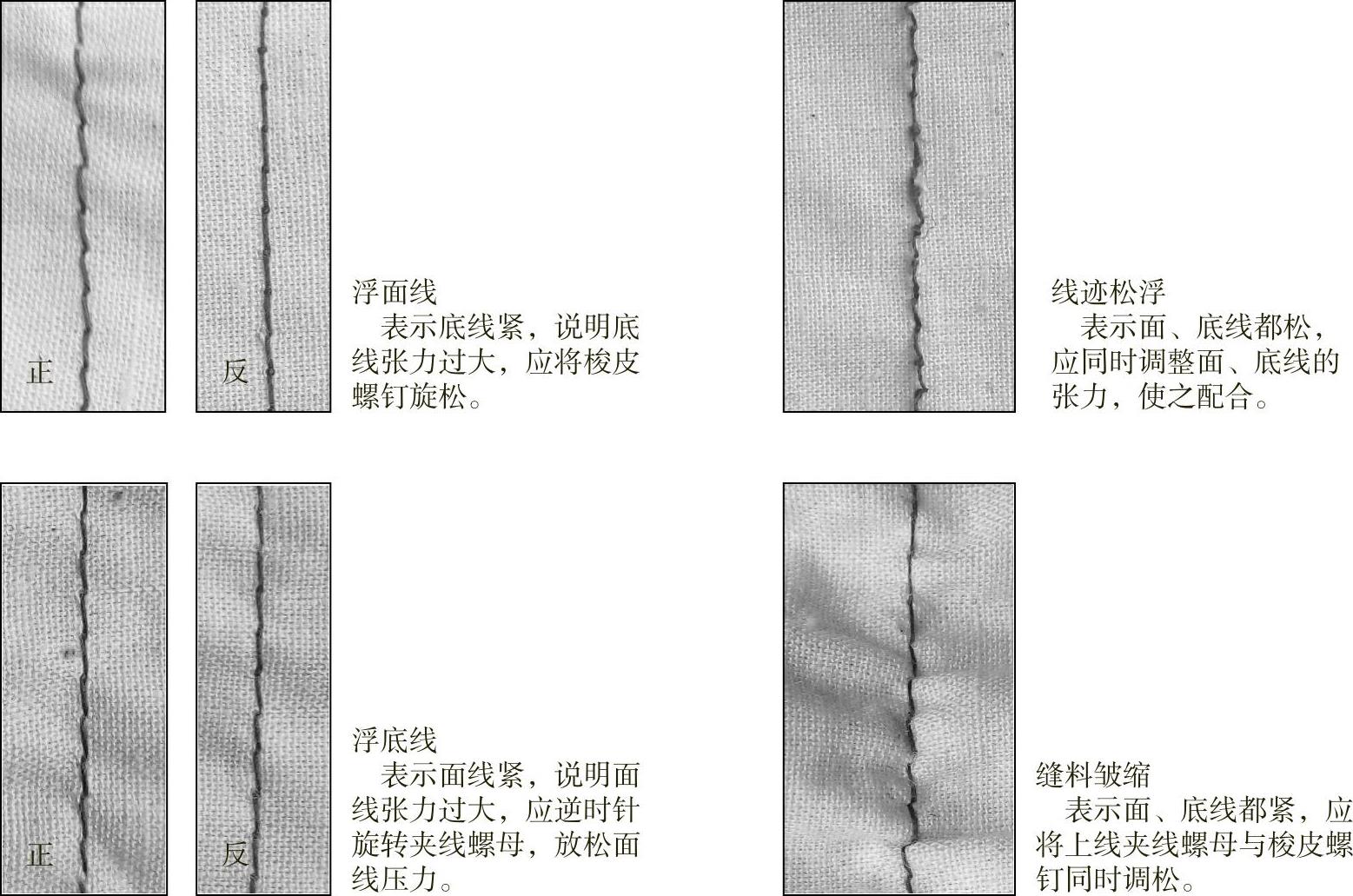
图4-4-17 不良线迹
3.缉缝练习
(1)平缝机的起动和停车 初次练习前,先旋松离合螺钉,抬起压脚,然后用右手大拇指按下“ON”按钮,伴随机台的轻微震动,能听到电动机轻弱的嗡嗡声。电动机运转后,此时双脚轻放踏板上,右前脚掌逐步下压踏板,起动平缝机,保持压力,使机器匀速运转,当及时撤回踏板压力时,缝机停车,电动机逐步减慢转速。在操作时,注意不要突然用力起动,当右前脚掌下压没起动时,应抬起脚掌使踏板复位,然后再重复下压,直到缝机起动。
(2)平缝机缝制速度控制练习 平缝机的脚踏装置控制着机器的缝制速度。正确熟练地控制脚踏装置,能控制缝制速度。当双脚轻放在踏板上不加力时,缝机不转动;当右脚稍用力时,为慢速车缝状态;当右脚尤其是右脚前脚掌用力踏下时,一般为高速车缝状态;当双脚后部将踏板向后踏下时,缝机停止工作。在用脚控制缝速时,尤其注意避免踩踏踏板瞬间用力过大,而导致电动机突然高速运转,出现危险。
在练习时,先旋松离合螺钉,抬起压脚扳手,不装机针,而后起动电动机进行操作练习。坐姿正确后,脚尖逐渐轻轻踏下踏板,使机器慢速运转,而后控制脚上压力,使机器中速、快速等运转,并做到转速变化自如,学习控制电动机停止,做到用踏板控制缝制速度收放自如的程度。
(3)空车缉纸练习 先准备好双层牛皮纸,然后旋紧离合螺钉、装上机针,开启电源,在不穿面线、不装底梭的情况下,踏下踏板,起动缝机,进行空车练习。练习时注意手的位置和动作,做到手脚配合,以先在纸张上缉缝出均匀直线线迹开始,逐渐过渡到弧线、几何形、平行线等。初始练习时,可以在纸张上画出缉缝线迹,然后按线迹缝制,做到针迹和线迹重合,不偏离;注意缝制速度,在线条转角时,要慢速甚至停车,待抬压脚转动纸片到下一线迹方向后再继续。空车缉缝时可参照图4-4-18所示,先进行如直线、折线、三角形、方形等直线练习后,再进行波浪形、圆形、椭圆形等弧线练习,磨合手、眼、脚协调动作,做到针迹齐整、直线不弯、弧线圆顺、操作自如。
(4)缉布练习 掌握了以上的缝制训练后,就可以进行在布料上的装针穿线练习了。准备好20cm×20cm的布料两片,装好机针,穿好面线和底线。起动电动机,将布料放在压脚下,双手扶持布料,轻踏踏板,先进行直线缝制练习,注意做到不跳线、不断针,必要时调整底面线张力,保证线迹平整、直顺。
在练习时,注意双手控制布料的力度和方向。当缝制两层或多层布料时,左手按住上层布料往压脚处推送,右手捏住下层布料稍向后拉,使上下层送布量一致,当转方向时应手上动作轻缓顺畅,不要突然转向或用力过大,否则线迹不顺畅,有时会断针。当缝制完成后做到布身平整、线迹牢固、松紧适宜。
掌握熟练后,逐步过渡到弧线、几何形等,并练习使用倒缝扳手,在缝线的起始和结束处要右手控制倒针杆,左手扶料,加固缝制2~3次,针迹长度约1cm,线迹重合。
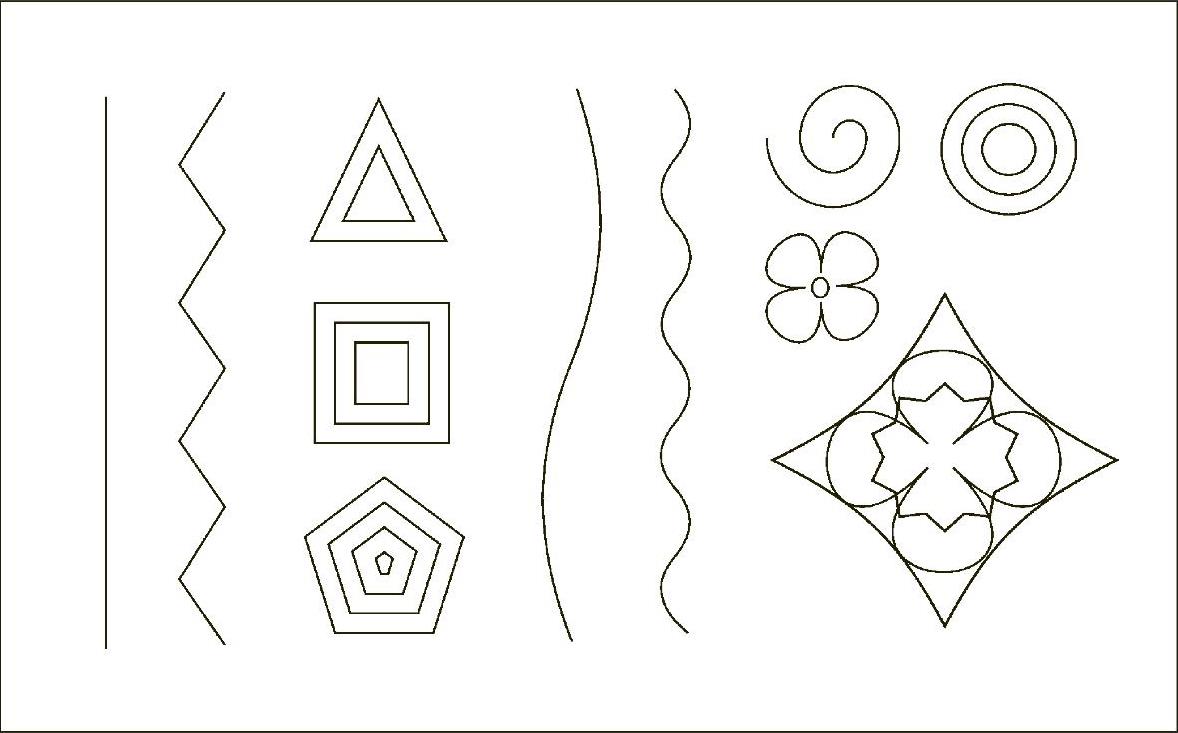
图4-4-18 空车缉缝练习线形及图样
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。