



高速齿轮联轴器的参数选择,几何计算及强度计算与中、低速齿轮联轴器基本相同,本节介绍其不同点。
(1)齿形 高速齿轮联轴器的齿形,多采用渐开线短齿,齿顶高系数ha∗=0.8。因所连接的两轴线间允许的角位移一般很小,故多采用鼓形量很小的鼓形齿或直齿。
(2)模数 模数对联轴器的发热影响较大,不宜过大,推荐取m=(0.01~0.025)d。当转速超过10000r/min时,一般取m≤3mm。
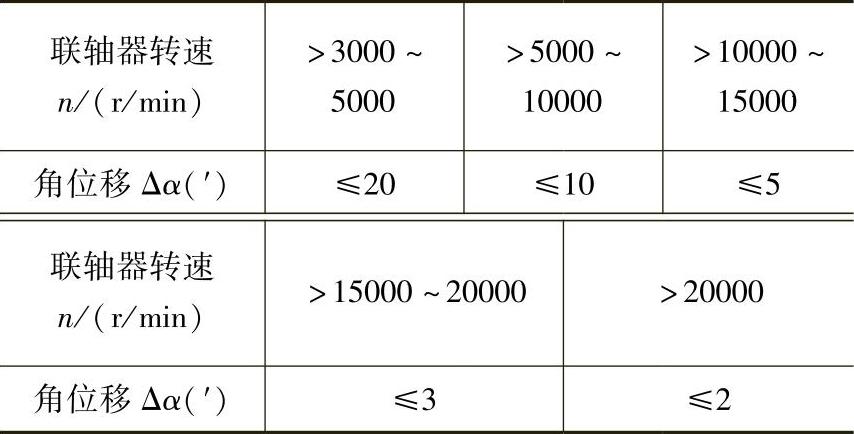
(3)角位移与侧隙 为提高传动平稳性,减少齿面间相互挤压滑动距离,推荐角位移按表15-9选取。
表15-9 角位移的推荐值
当安装与运行时(冷态及热态)的对中极限偏差为Δα时,浮动件支点长度A(见图15-15)应满足

高速齿轮联轴器同允许的角位移一般很小,故设计最小法向侧隙Jn通常比中、低速联轴器的小,但一般不应小于下列推荐值:
当转速n≥10000r/min时,Jn不小于IT12级的值(按分度圆直径查取),当转速n<10000r/min时,Jn不小于IT11级的值。
(4)润滑 高速齿轮联轴器通常采用压力油喷油润滑。油量要考虑到有角位移时,轮齿间相互摩擦往复行程的耗功发热能及时移走,一般平衡时出油温度比进油温度高15℃,润滑油可采用汽轮机油,按式(15-23)计算理论润滑油量Q(L/min):
Q=2.36ΔαP×10-3(15-23)
式中Δα——角位移(°);
P——传递功率(kW)。(https://www.xing528.com)
实际润滑油量还要考虑压力喷射飞溅的损失,可取理论计算Q值的1.5~2倍,进油方式如图15-19所示时,取1.5~1.7倍;如图15-20所示时,取1.8~2倍。
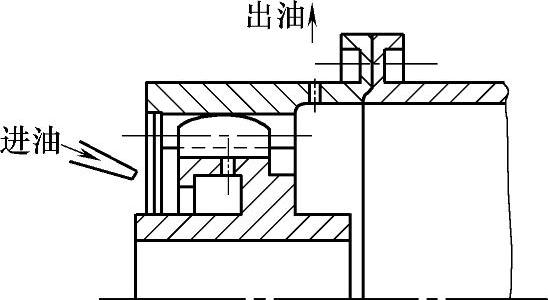
图15-19 压力油喷油方式(一)

图15-20 压力油喷油方式(二)
(5)制造、安装精度及动平衡 高速机组转子的稳定性极为重要,它要求联轴器具有较高的精度,并进行精确的动平衡。一般要求外齿精度达到6级,内齿精度达到7级。零件的径向跳动和轴向跳动都要限制在很小的范围内,以确保潜在的不平衡度降低到最低限度。
主要零件需进行平衡。对轴向长度较短的零件,允许仅作静平衡。轴向长度较长的零件,应作动平衡,联轴器组装后作整体动平衡。
(6)转速与材料 联轴器在高速旋转时产生的巨大离心力将使旋转零件承受巨大的径向应力和切向应力。当线速度超过某一极限值时,即使零件没有承受载荷也会自行破坏,所以齿轮联轴器外缘有最高线速度的限制。当外缘圆周速度大于100m/s时,必须选用高强度合金钢,而允许的最大线速度为170m/s。
高速齿轮联轴器的材料应选用高强度合金钢。选材时应考虑以下因素:
1)内、外齿零件选用不同的材料,可以防止齿面胶合和减轻磨料磨损。
2)为防止产生压痕和台肩,直齿联轴器的内、外齿的齿宽较长者的齿面硬度应较高。
3)齿面硬化可提高耐磨性,常用方法有淬火、氮化和渗碳淬火。氮化可有效地防止胶合和提高耐磨性,采用较多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。