



1.木工刨刀片和木工凿子的热处理
(1)热处理技术要求和用料 木工刨刀片和木工凿子的结构如图6-7所示,要求刃部一端局部淬火,硬度为57~62HRC;其余部分正火,硬度为241~302HBW;通常采用T8(T8A)、T9(T9A)钢制作。
(2)热处理工艺及操作要点
1)淬火工艺。在790~810℃透烧后,对a段进行水/油双介质淬火冷却,其余部分空冷或风冷正火。或者整体790~810℃正火后,刃口(a段)高频感应加热或氧-乙炔焰局部加热,随后进行水/油双介质淬火冷却。
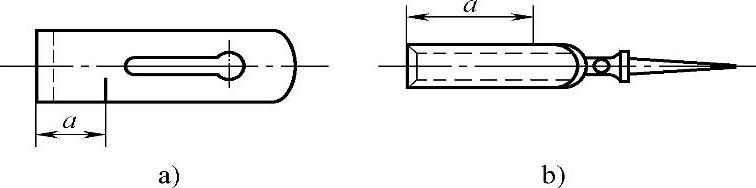
图6-7 木工刨刀片和凿子示意图
a)木工刨刀片 b)木工凿子
2)回火工艺。在200~230℃加热,保温2h后空冷。
2.CrWMn钢制木工刨刀的感应淬火
(1)加热设备及工艺。利用GP60-CR13型感应加热装置和专用螺旋感应器,连续处理(感应淬火)单片刨刀。
(2)处理效果
1)硬度,感应淬火的刨刀,比盐浴加热淬火的刨刀硬度均匀性略好,一般为63~64HRC,与进口刨刀硬度相同。
2)变形,感应淬火后的变形比盐浴中加热小得多,提高了刨刀的成品率。
3)金相组织,感应淬火后的金相组织为隐针马氏体基体上均匀分布细小碳化物。
4)切削性能。将两种工艺处理的刨刀及进口刨刀,按同一标准刃磨后进行如下试验:推刨直径ϕ30mm的坚硬白松疤节,对比刨刀可经受的推刨次数,考察其冲击性能;连续推刨带有扭疤的青杨椴木10次,观察刨削面是否起毛,判断刨刀的锋利程度;推刨坚硬的压层木,考察其耐磨性。试验结果表明,高频感应加热的刨刀各项结果均优于进口刨刀,更优于盐浴淬火的刨刀。
5)与盐浴加热淬火的刨刀相比,感应淬火的刨刀的力学性能得到了全面提高。
3.木工机床用直刃刨刀的热处理
(1)热处理技术要求和用料 木工机床用直刃刨刀结构如图6-8所示,要求刃部淬火宽度为50~60mm,硬度为55~60HRC;其余部分硬度为25~40HRC;通常采用T8(T8A)、T9(T9A)钢制作。
(2)热处理工艺及操作要点
1)热处理工艺。在600~650℃预热,温度均匀后再加热到790~810℃,随后在硝盐水溶液中淬火冷却。最后在200~270℃加热回火,保温2h后空冷。
2)操作要点。预热时要全部浸入盐浴中,加热时提出不需硬化的部位。淬火、回火时均采用专用夹具夹持,以尽量减少变形。
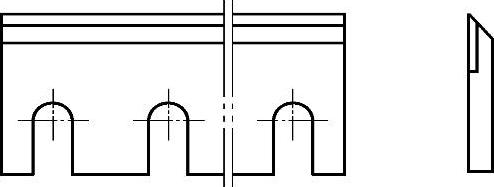
图6-8 木工机床用直刃刨刀简图
4.木工斧头的热处理
木工斧头的结构形状如图6-9所示,主要用于劈砍木材,在冲击载荷下工作,因此硬度不宜太高通常为47~52HRC,除要求一定的强度外,还应具有较好的韧性。
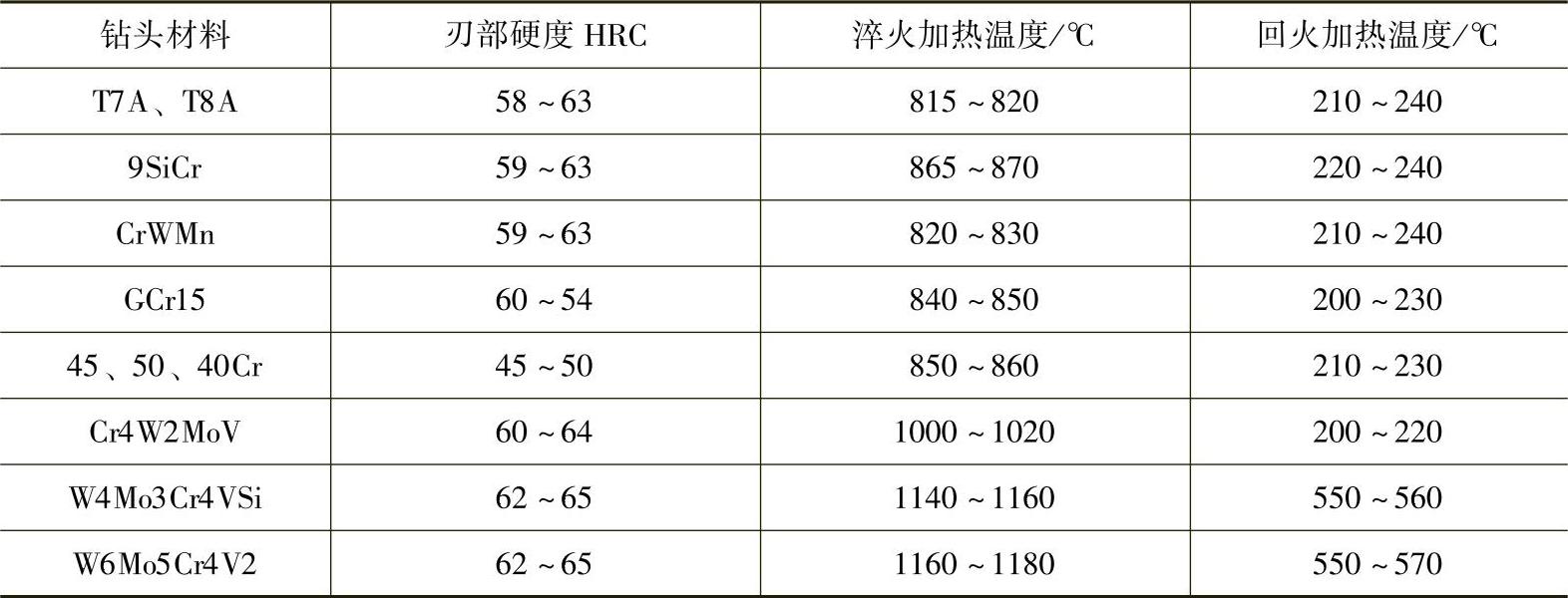
(1)选材及热处理 木工斧头选材比较广泛,热处理工艺也比较灵活,如表6-1所示。
(2)操作要点 整体加热出炉后逐个淬火。用钳子夹住装木柄的方孔,只淬两端,反复在水中轮回冷却几次,待方孔温度降到700℃以下转入油中冷却,以免余热影响淬火区的硬度。
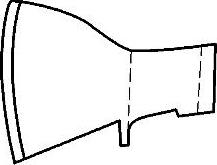
图6-9 木工斧头简图(https://www.xing528.com)
表6-1 木工斧头所用材料及其热处理工艺

5.木工用长麻花钻的热处理
木工用长麻花钻的结构形状如图6-10所示,主要用于在木质材料上钻深孔和扩孔等,工作时承受较大的扭转应力和弯曲应力以及一定的冲击。另外,木工麻花钻大多数具有细长的特点,排屑槽较深,钻心较薄。因此,木工用长麻花钻应具有很好的抗弯强度、抗扭强度、耐磨性及一定的韧性。木工用麻花钻一般用T7(T7A)、T8(T8A)钢制作,要求刃部20~50mm(a段)硬度为44~48HRC,排屑槽和锥柄部分硬度为25~30HRC,直线度≤0.20mm。

图6-10 木工用长麻花钻简图
(1)工艺流程 木工用长麻花钻的制造工艺流程如下:下料→粗车外形→整体正火→校直→精车外形和洗排屑槽→a段局部淬火→回火→校直、清洗和发蓝。
(2)热处理工艺 正火和局部淬火加热温度为770~780℃,透烧后正火悬挂空冷,淬火采用水/油双介质冷却或140~160℃热碱浴分级冷却。
(3)校直、清洗和发蓝处理 木工用长麻花钻的校直、清洗和发蓝等热处理辅助工序的操作与其他工、模、量具的热处理辅助工序基本相同,详见1.5.4。
6.木工机床用麻花钻的热处理
木工机床用麻花钻,市场需求量很大,国内生产企业也较多,且有相当部分出口。
(1)选材及热处理 由于用户需求不同,生产企业的选材很广泛,相应热处理后硬度要求也不尽相同,但钻头柄部硬度要求比较一致,即25~30HRC,刃部硬度要求和相应的热处理工艺如表6-2所示。
表6-2 木工机床用麻花钻的热处理工艺
(2)操作要点
1)生产时要制作专用淬火挂具,钻头装入挂具时柄部朝上,整体加热3~5s后将柄部提出,熔盐浸到凸台处即可达到技术要求,冷却时整体浸入淬火介质中。
2)除高速钢制麻花钻外,其他材料制的木工麻花钻,均采用620~650℃中性盐浴预热,预热时间为加热时间的2倍。加热后在140~160℃的硝盐浴中分级淬火冷却,停留1.5~3min后空冷。
7.木工圆盘槽铣刀的热处理
如图6-11所示的木工圆盘槽铣刀,采用ZG310—570钢制作。一般大多数采用整体淬硬,也可高频感应加热表面淬齿。热处理后要求硬度为50~55HRC。
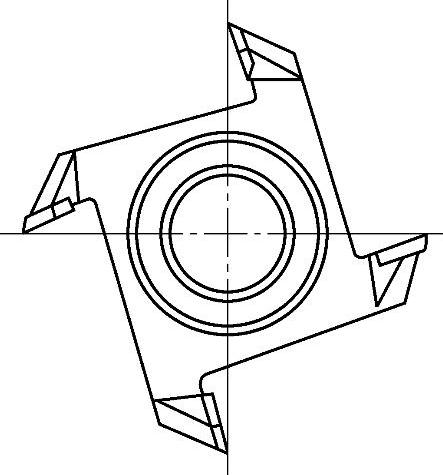
图6-11 木工圆盘槽铣刀简图
盐浴热处理工艺为:在600~650℃预热,840~850℃盐浴中加热后淬入硝盐水溶液冷却,然后经240~260℃回火。
8.木工方凿的热处理
(1)材料及性能要求 木工方凿,相关标准规定用45钢、T7钢或不低于其性能的其他钢制作。45钢制方凿热处理求硬度为45~50HRC,T7钢制方凿硬度为56~62HRC,柄部硬度无要求。
(2)热处理工艺
1)45钢制木工方凿在840~850℃盐浴中加热后,于硝盐水溶液中淬火冷却,最后经240~270℃回火。
2)T7钢制木工方凿在800~810℃盐浴中加热后,于硝盐水溶液中淬火冷却,最后经200~240℃回火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。