



夹具支撑件主要是垫铁、压板、V形铁、支撑杆和承重轮等。支撑件在工作状态主要承受压应力和弯曲应力等。因此,要求具有较高的抗压强度、抗弯强度和一定的硬度。
1.夹具支撑件的选材和热处理特点
支撑件一般根据所承受的压应力大小,选择淬透性不同的中碳碳素钢、中碳低合金钢及合金工具钢,如45、50、40Cr、42CrMo、CrWMn、GCr15等制作,通常进行淬火和回火处理。对于局部要求耐磨的支撑件,予以局部表面淬火等。
2.夹具支撑件的热处理实例
V形铁是支撑件的典型代表。一般尺寸较小(≤30mm×40mm×50mm)的V形铁用45或T10钢制作,稍大的用40Cr或42CrMo钢制作。高精度的V形铁通常用CrWMn或GCr15钢制作。
(1)高精度V形铁的热处理
1)所用材料及技术要求。GCr15钢制作的高精度V形铁,热处理后硬度为60~62HRC,要求有较好尺寸稳定性。
2)工艺分析。高精度V形铁主要用于检具检查零件和钳工划线时,起支撑零件的作用,其精度要求较高。其中90°V形面与底面平行度误差≤0.005mm,与侧面的平行度误差≤0.01mm,与两端的垂直度误差≤0.01mm。因此,要求尺寸稳定性十分严格,热处理时除淬火和回火外,应增加冷处理和时效处理。
3)工艺流程如下:下料→锻造和球化退火→刨六方和V形槽→平磨四方→钳工去毛刺和倒角→淬火和回火→冷处理→平磨六方和V形槽→时效→研磨六方→发蓝处理。
4)热处理工艺如下。
①淬火。在350~400℃预热透烧后,在830~850℃的盐浴炉中加热,保温时间按有效厚度×(15~20)s/mm计算,保温后淬入240~260℃熔融硝盐中保持3~5min,随后空冷到室温。
②去应力回火。在180~200℃,保温1.5~2h后空冷。
③冷处理。在-75~-70℃,保持2~3h后在空气中缓慢回升到室温。
④时效。在120~140℃,保持24h。
5)处理结果,硬度为62~63HRC。(https://www.xing528.com)
(2)夹具支撑件的热处理
图5⁃15所示为夹具支撑件,图样要求用45钢制作,热处理后硬度为43~48HRC。
1)工艺分析。从图5⁃15的尺寸公差看出,ϕ10n6与ϕ16f 9的径向圆跳动量不得大于0.05mm;槽4+0.16对中心线的偏移量不得大于0.05mm。从该件的结构特点可以看出,磨削难度较大,如果热处理后产生变形很难用磨削方法消除。欲确保尺寸精度,只能要求热处理后变形不超过0.05mm。如此有限的允许变形量必须由热处理及其前序机械加工两序协商保证。经冷、热加工工序协商确定,热处理前的机械加工只能确保符合图样规定的尺寸中限,即ϕ10n6与ϕ16f 9的径向圆跳动量和槽4+00.16mm对中心线的偏移量均不大于0.02mm,则热处理变形量不得超过0.03mm。根据以往经验,45、40Cr等钢制的类似零件达到40HRC以上硬度的淬火很难将变形度控制在≤0.03mm,必须采取其他可减少变形的措施。
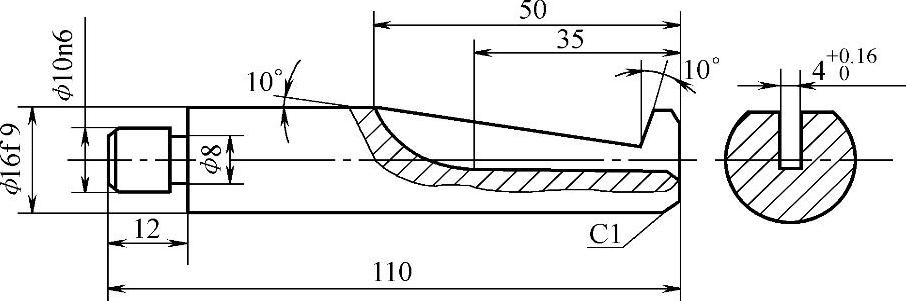
图5-15 夹具支撑
2)具体措施。选择了淬火变形小的合金工具钢(CrWMn)代替45钢制作该夹具支撑,并采取相应的减小变形的措施。实践表明,CrWMn钢制的该夹具支撑进行常规淬火加热后,采用等温或分级淬火均可获得满意结果。
(3)圆柱头调节支撑的热处理
图5-16所示为夹具圆柱头调节支撑,图样要求用45钢制作,总长度L≤50mm者热处理后硬度全部为40~45HRC,L>50mm者头部硬度为40~45HRC,直线度误差≤0.05mm。热处理后进行发蓝处理。
1)L≤50mm者热处理工艺。装筐在500~550℃空气炉中预热,时间为加热时间的2倍;随后在840~860℃盐浴炉中加热,加热时间视装筐量而定,以整筐件透烧为止;在140~160℃热碱浴中冷却,停留时间与加热时间相同,取出后水冷到室温,清洗净残碱;在300~320℃回火2h后空冷。
2)L>50mm者热处理工艺。机械加工后高频感应加热或氧—乙炔火焰加热圆柱头,温度达860~880℃后在空气中预冷到800℃左右(可用红外测温仪或凭经验目测温度)立即浸入水中冷却。回火,在300~320℃,保温1.5h后空冷。
3)发蓝处理,具体操作详见1.5.4。
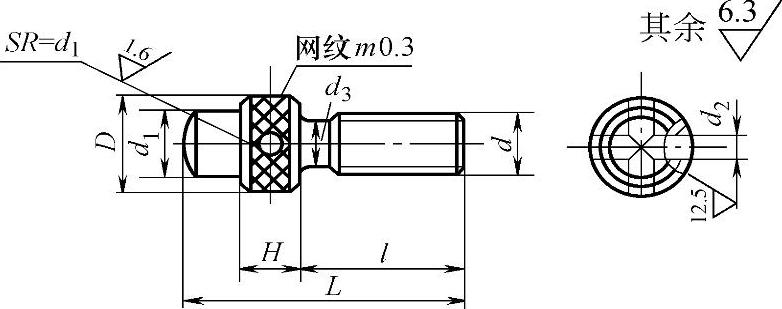
图5-16 夹具圆柱头调节支撑
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。