



【摘要】:图3-60 5CrMnSiMoV钢模块普通退火与预防白点退火工艺曲线2.热挤压模和压铸模用钢的预备热处理热挤压模和压铸模用钢的预备热处理,包括球化退火、调质处理和正火。
1.锤锻模用钢的预备热处理
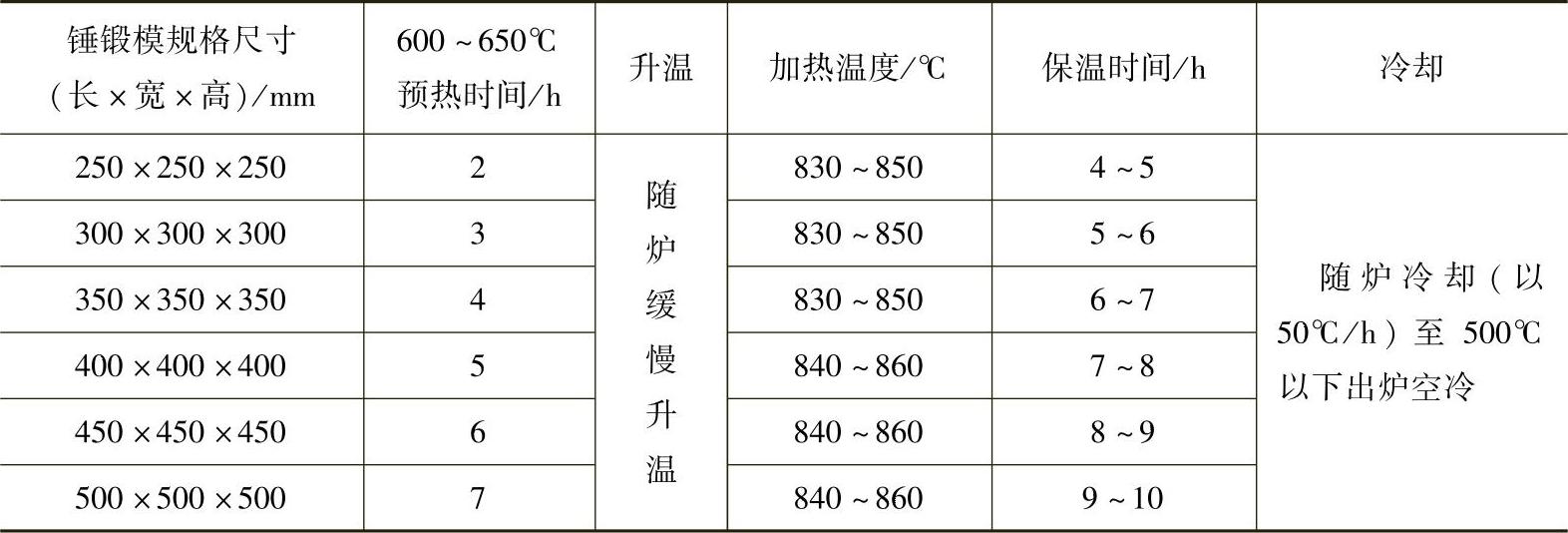
锤锻模用钢的预备热处理,主要是毛坯锻造后的退火软化处理,目的是改善可加工性和为淬火奠定良好的组织基础等。表3-55所示为常用锤锻模用钢的退火工艺规范。不同尺寸的模块退火工艺规范如表3-56所示。
表3-55 常用锤锻模用钢的退火工艺规范

表3-56 不同尺寸的模块退火工艺规范
对锻后易形成白点的模块(如5CrMnSiMoV钢等),应按图3-60所示的规范进行预防白点退火。堆焊锻模,堆焊后的退火工艺曲线如图3-61所示。
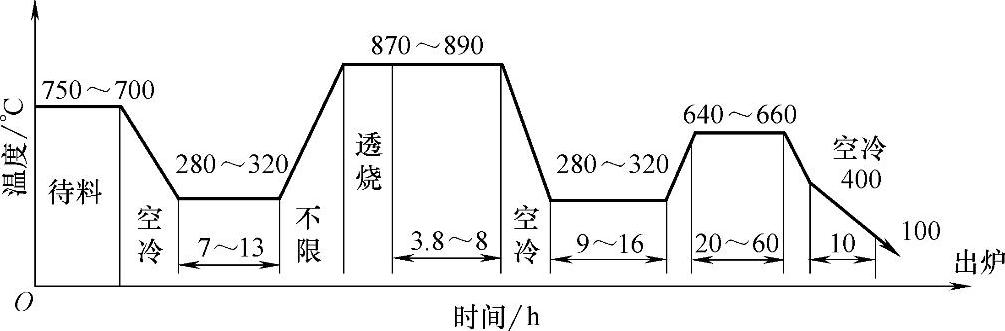
图3-60 5CrMnSiMoV钢模块普通退火与预防白点退火工艺曲线(https://www.xing528.com)
2.热挤压模和压铸模用钢的预备热处理
热挤压模和压铸模用钢的预备热处理,包括球化退火、调质处理和正火。
(1)球化退火 热挤压模和压铸模用钢的毛坯锻后需进行良好球化退火,以改善其碳化物大小和分布等的组织形态、消除应力和降低硬度,为切削加工和最终热处理奠定有利基础。热挤压模毛坯的退火工艺如表3-57所示。

图3-61 堆焊锻模退火工艺曲线
(2)调质和正火。中碳高合金钢的大截面(>ϕ100mm)毛坯易出现沿晶界分布的链状碳化物,且在球化退火时难以消除。试验表明,3CrMo3W2V钢锻后经1130℃正火和球化退火后可以消除链状碳化物。3CrMo3W2V钢经1150℃淬油,于730℃高温回火后可显著提高其断裂韧度。
表3-57 热挤压模和压铸模用钢的球化退火工艺规范

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。