



1.低合金工具钢刃具氮碳共渗后重新淬火
实践表明,将9SiCr钢制作的丝锥气体氮碳共渗后重新淬火强化,不仅提高了丝锥的使用寿命,而且改善了攻螺纹后的螺母表面粗糙度,并大大降低了废品率。
氮碳共渗后重新淬火的丝锥,既使表层保留氮碳共渗的优良耐磨性,又强化了基体,使表层得到基体的有利支撑作用。气体氮、碳共渗是尿素溶于甲酰胺的溶剂,以滴入普通渗氮炉内的方式进行的。工艺过程如下:在560~570℃,保温2~3h后油中冷却→重新860℃加热透烧(时间不得过长,以防渗层化合物分解)后淬油→120~140℃时效5~6h空冷→转入下序。
处理后的渗层深度为0.06mm左右。最外层是化合物层,硬度达700HV0.05,以里为含氮的马氏体。淬火后硬度仅400HV 0.05左右,经时效后硬度可达900~950HV 0.05。
2.Cr12钢制搓丝板渗钒复合处理
如所周知,渗钒目的是在刃具表面形成钒的碳化物覆层,是获得表面高硬度、高耐磨性的方法之一。熔盐法渗钒与物理、化学气相沉积方法相比,具有设备简单、操作方便和无公害等优点。另外,通常采用的盐浴渗钒是向盐浴中加入钒铁粉末的方法,成本也较高,操作又复杂。然而,Cr12钢制搓丝板淬火、回火后,采用硼砂盐浴渗钒取得了较好效果。
(1)强韧化淬火和回火Cr12钢制搓丝板的淬火和回火工艺如图2-68所示。
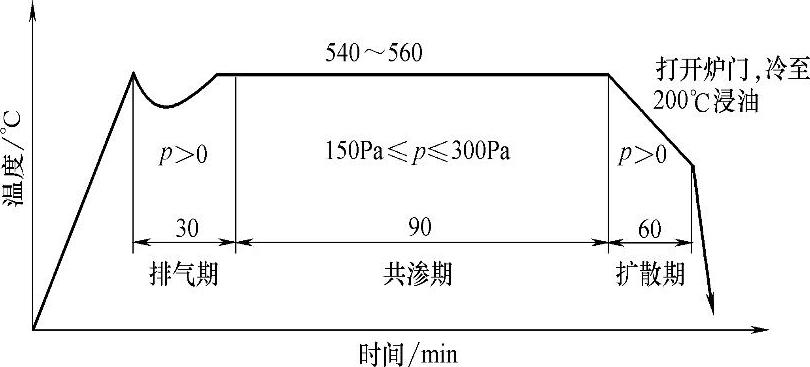
图2-68 Cr12钢强韧化处理工艺曲线
(2)渗钒工艺 渗钒在盐浴中进行。熔盐为无水硼砂,渗剂为V2O5粉末。盐浴熔化后再加入少量铝粉,待充分熔化后升温到950℃,将强韧化处理的搓丝板浸入到熔盐中并保持3.5~4.5h后出炉。在炉中熔盐发生如下反应。

活性原子[V]被刃具表面吸收并与试样表面的碳原子化合成VC层,其厚度随渗钒时间的延长而增加。
(3)处理效果 经上述处理后的Cr12钢制刃具表面得到了7~12μm厚的白亮层(主要是VC,由于基体含碳量高,有足够碳量供给形成VC),具有极高的耐磨性和硬度(2800~3000HV)。此外,由于基体强韧性也很好(如表2-74所示),因此两者结合得很牢固。实际使用证明,渗层不易脱落,使搓丝板的使用寿命较常规处理后的寿命提高3~4倍。(https://www.xing528.com)
表2-74 Cr12钢经不同处理后的力学性能

3.9SiCr钢制圆板牙渗氮淬火复合处理
9SiCr钢制圆板牙是常用的手用刃具,消耗量极大,其主要失效形式为磨损。为提高其使用寿命,进行渗氮后淬火取得了较好效果。
(1)复合处理工艺
1)工艺路线为渗氮→淬火→冷处理→180℃回火→发蓝处理。
2)渗氮工艺采用气体法。在550℃,保持12h(具体操作要点详见第1章中“化学热处理的气体渗氮”)。
3)淬火工艺为在870℃保温后油淬。
4)冷处理工艺为在-80℃保持3h后在空气中缓慢回升到室温。
5)回火工艺为在180~200℃保持2h后空冷。
(2)处理效果9SiCr钢制圆板牙经上述处理后,表面形成较厚的硬化层,在距表面0.2~0.6mm处硬度≥857HV,并可提高硬化区的抗回火性能,从而有效地提高了圆板牙的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。