



高速钢刃具的热处理,包括原材料和锻、轧毛坯的预先热处理及成品的最终热处理。其中,预先热处理有普通退火、去应力退火、正火和调质等。
1.普通退火
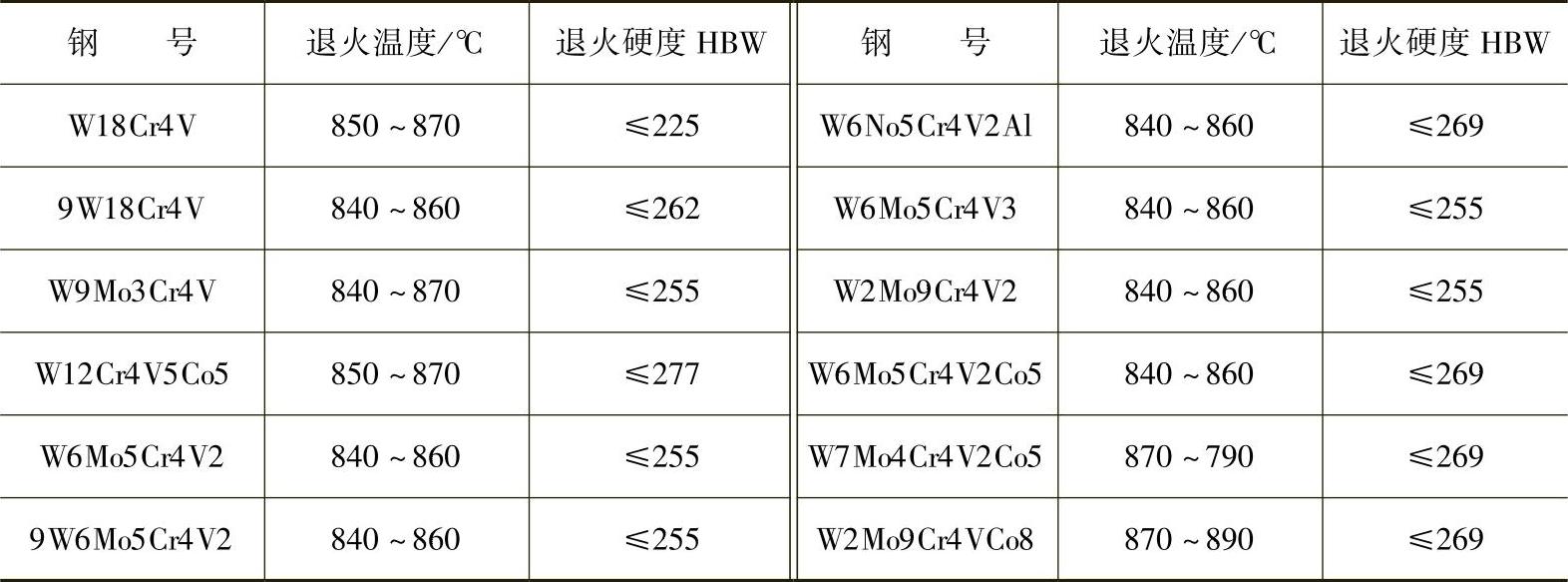
高速钢普通退火旨在降低硬度并获得颗粒状索氏体和碳化物。常用高速钢的退火加热温度和硬度如表2-31所示。退火保温时间依装炉量而定,一般应在3~4h以上(以完全透烧为准)。特别指出,退火保温时间不宜过长,否则制成刃具后会显著降低使用寿命。高速钢普通退火冷却方式如图2-17a曲线所示。实践表明,普通退火在钢的Ar1点以下温度保温,由于温度低,尽管长时间保温也不能充分再结晶。因此,高速钢普通退火得不到充分软化。
图2-17b所示为高温退化工艺曲线。由图2-17b可以看出,高温退火工艺的加热温度提高到900~920℃,使碳和合金元素得到充分均匀化,缓慢冷却过程得到充分均匀的再结晶,使其充分软化。由于保温时间大大缩短,冷却阶段几乎没有保温时间,从而有效地提高了生产率,节约了能源。
表2-31 高速钢的普通退火加热温度及硬度
试验表明,由于高温退火后钢材硬度更低,切削性能更好,使切削效率可提高20%左右。高温退火的高速钢制成的刃具比普通退火的高速钢刃具,寿命提高15%~20%。
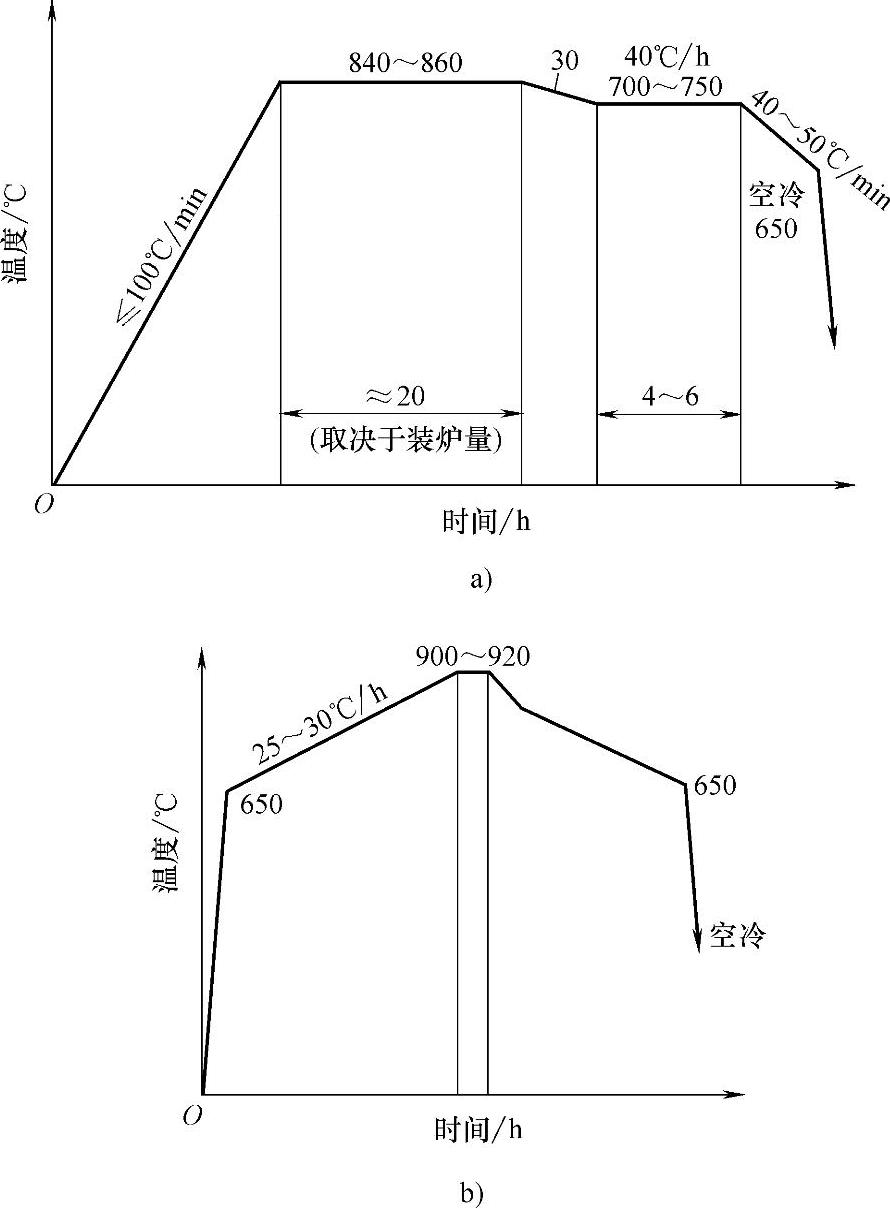
图2-17 高速钢两种退火工艺曲线(https://www.xing528.com)
a)普通退火工艺 b)高温退火工艺
2.去应力退火
去应力退火,旨在消除因冷塑性变形(冷拉、冷挤、冷冲等)产生的冷作硬化现象。去应力退火一般在720~760℃加热然后缓慢冷却到300℃以下出炉。对于形状复杂的、切削量较大或细长、薄片状刃具,为了减小变形和预防裂纹,可在600~650℃去应力。为消除粗磨加工应力,可在500℃加热,消除精磨加工应力可在200℃加热保持1.5~2h后空冷。
3.正火和调质
高速钢正火和调质,旨在既能保持高速钢的可加工性,又可获得较低的表面粗糙度值。高速钢刃具毛坯或半成品采用表2-32所示工艺处理后,硬度达到280~370HBW。
表2-32 高速钢正火和调质工艺规范
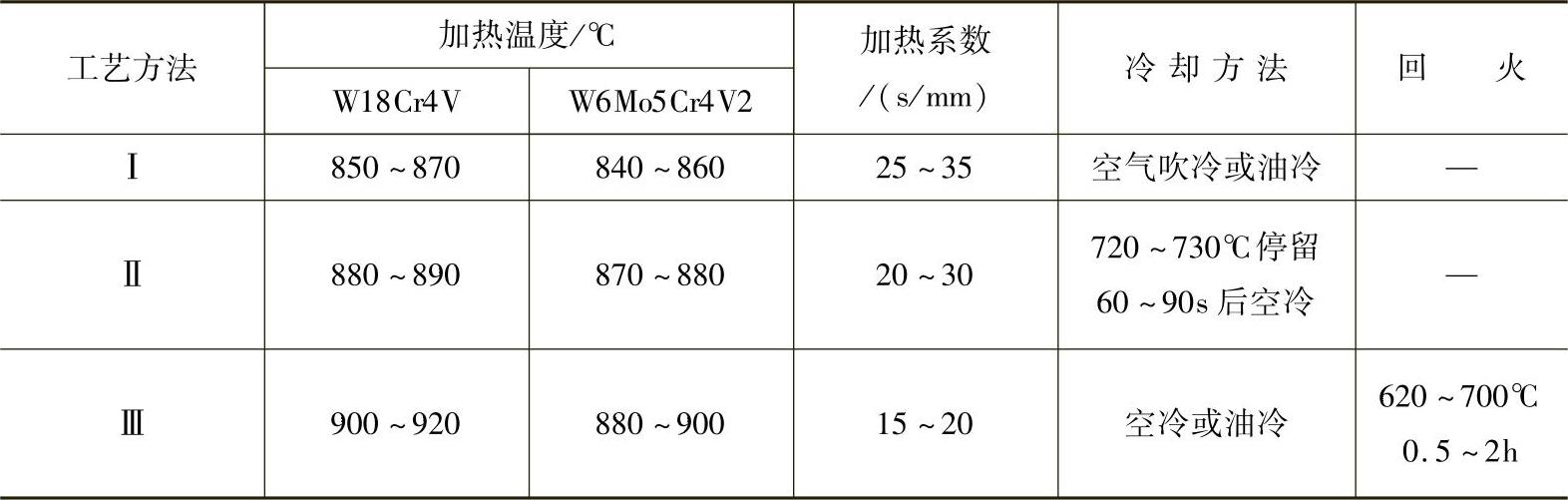
表2-32中,工艺方法Ⅰ为普通正火;工艺方法Ⅱ为等温正火;工艺方法Ⅲ为调质处理。实践表明,工艺方法Ⅰ和工艺方法Ⅱ比工艺方法Ⅲ的效果更好。采用这种方法处理后的高速钢,在较大切削用量的条件下,加工的表面粗糙度Ra可达1.6μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。