



碳素工具钢和合金工具钢刃具的热处理,即成品刃具的最终热处理,包括其淬火、回火、冷处理及表面化学热处理等。
1.碳素工具钢和合金工具钢刃具淬火和回火的技术要求
1)表面质量。刃具本体表面应进行防锈处理(如发蓝、磷化和镀铬等),除磨削加工部分外,其余部分应有防锈层。
2)不同材料制作的刃具,淬火和回火后硬度一般应满足表2-11中的规定。个别情况下使用的刃具可适当调整硬度值。
3)刃具淬火回火后显微组织应为3级以下的隐针(或细针)状回火马氏体+少量残留奥氏体+分布均匀的粒状碳化物。
4)刃具淬火回火后不得有深度超过预留磨削加工余量1/3的脱碳层,不得有任何形式的裂纹,变形量应不超过附录C的规定。
2.碳素工具钢和合金工具钢刃具的淬火加热质量控制
影响淬火加热质量的因素,主要有加热设备温度的均匀性、仪表控温精度、加热介质氧化脱碳倾向、加热温度及加热时间的准确性等。
(1)加热设备的选择 刃具的淬火加热,大多数在温度均匀性较好、变形较小、氧化脱碳容易控制的盐浴炉中进行。
1)盐浴加热介质及其质量要求分别如表2-8和表2-9所示。
有真空加热炉和控制气氛加热炉的企业,不仅可以有效防止氧化脱碳,还可以实现工艺参数的自动控制,更有利于刃具热处理质量的稳定。
表2-8 常用的盐浴加热介质及用途
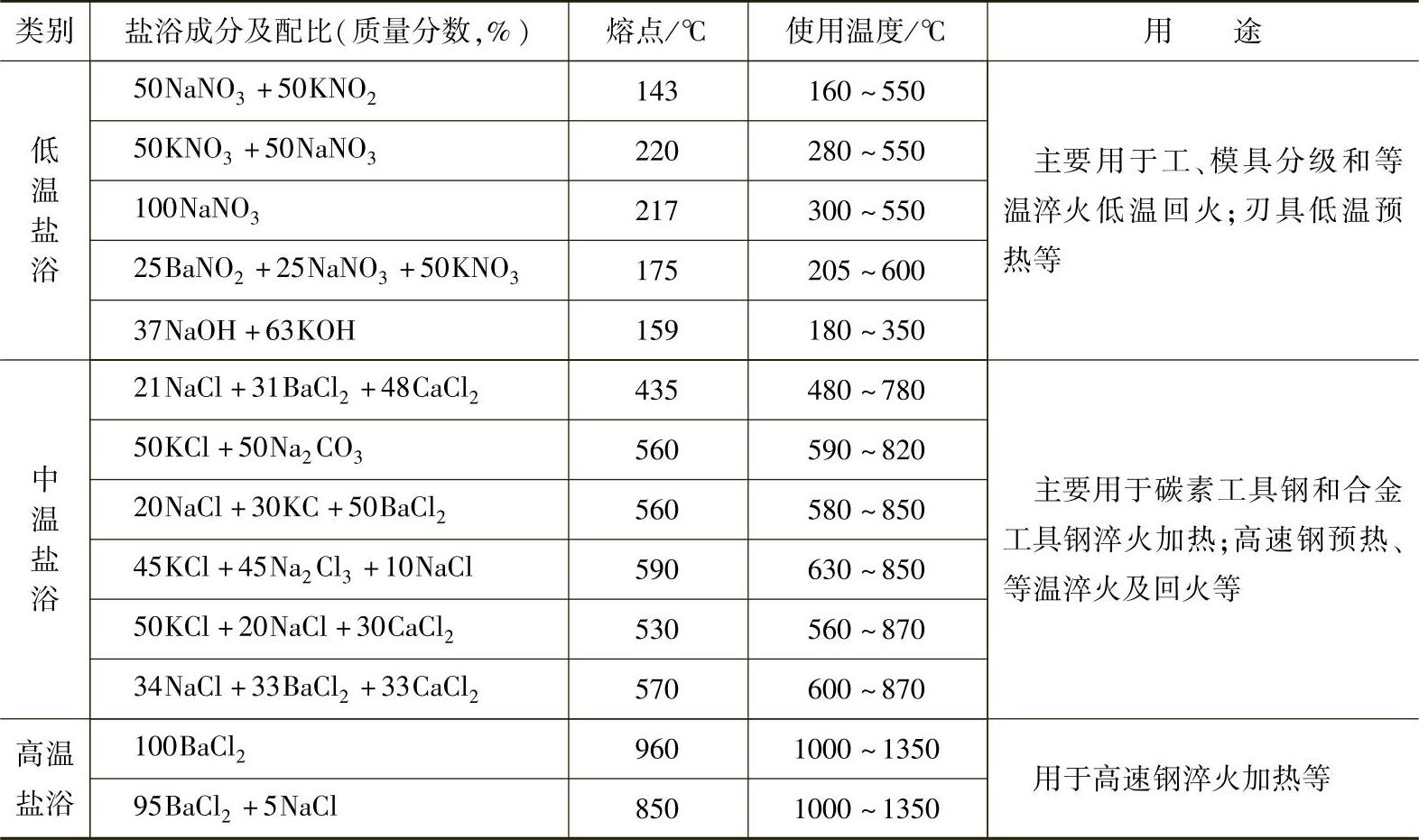
表2-9 盐浴介质的质量要求及检验周期
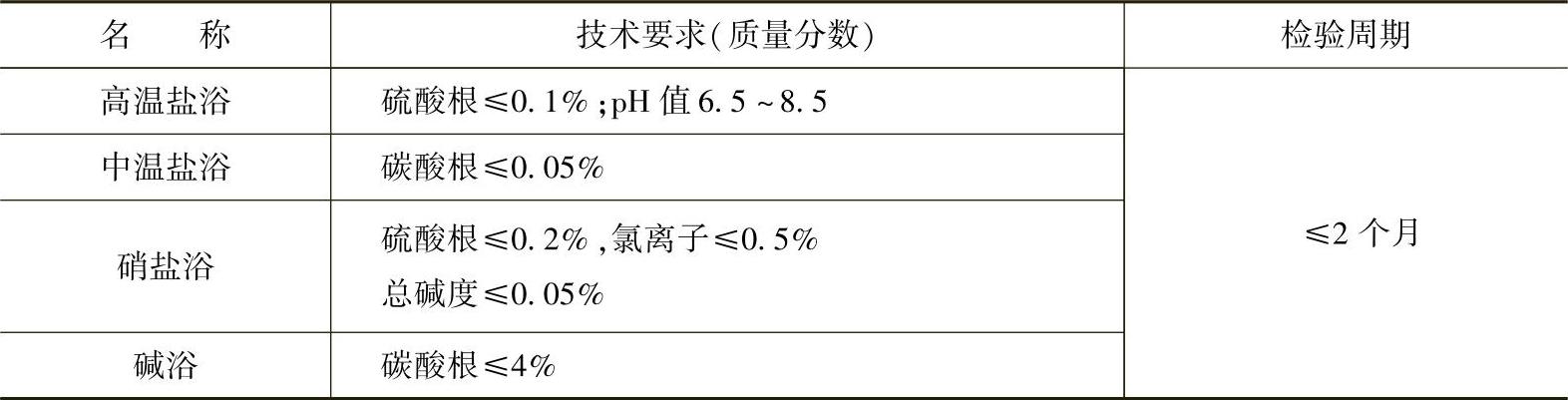
注:1.检验周期可累计工作时间计算,最长不超过半年。连续两周期合格者可延长一个周期。
2.等温淬火碱浴的碳酸根指标仅作参考,不作判定依据。
3.盐浴脱氧剂,市场有商品供应或用硼砂脱氧。脱氧后盐浴中氧化物含量BaO≤0.5%(质量分数);FeO≤0.5%(质量分数)。
2)可控气氛保护。常用的可控气氛有吸热式气氛、放热式气氛、滴注式气氛、氨分解气氛和氮基气氛等,其中以吸热式气氛应用较广。
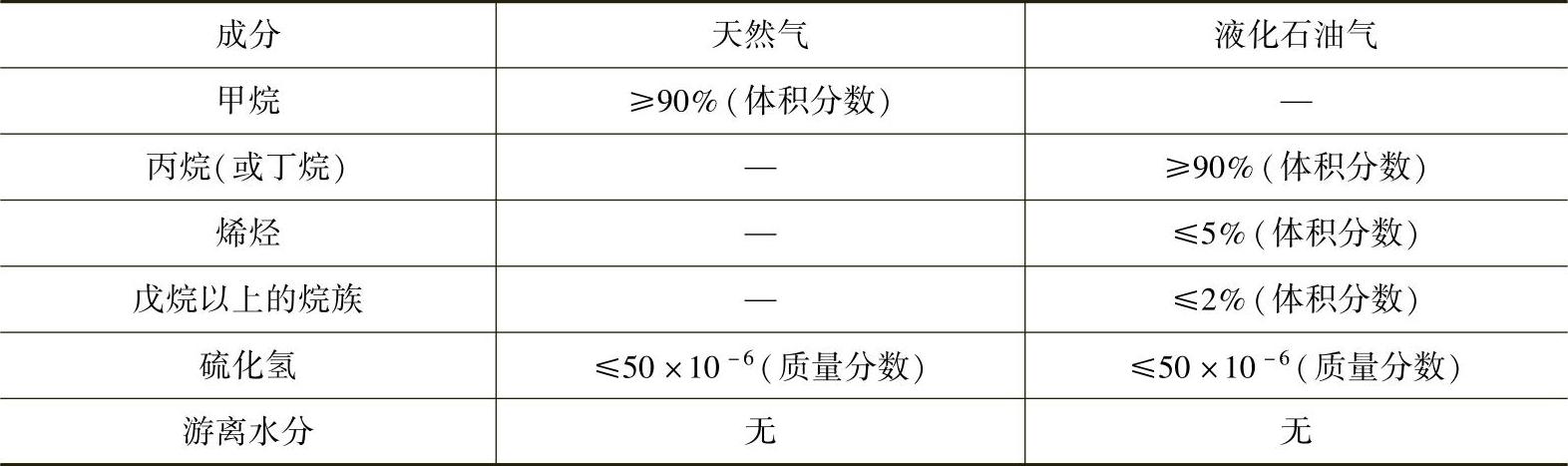
制备可控气氛的原料气有多种,但常采用的是天然气和液化石油气。其成分应符合表2-10所列要求。利用发生器制备的气体成分和压力要稳定,以满足工艺要求。发生器气体成分可采用露点仪或CO2红外线分析仪进行控制。一般不希望露点值太低,以减少碳黑的形成。碳黑会降低催化剂活性,使气体成分波动,导致碳势失控。
表2-10 对制备可控气氛原料气的要求
3)真空保护。零件在一定真空度下加热,可以避免氧化脱碳,保持表面光亮。此外,具有脱脂、除气、表面氧化物分解和杂质元素挥发等效应。为防止零件表面合金元素贫化应根据零件材料和加热温度的不同,采用回充高纯氮或氢的方法控制加热时的真空度。钢在900℃加热时,真空度为1.33×10-1Pa左右;900~1100℃加热时,真空度为1.33~13.3Pa;1100~1300℃加热时,真空度为13.3~665Pa。
在没有上述条件情况下,临时性淬火加热可采用固体掩埋法或表面涂料法。
4)涂料保护。零件在空气炉中加热时,为了减少或防止氧化脱碳及合金元素贫化,可用保护涂料进行防护。热处理保护涂料虽然适应范围很广,但因操作麻烦,仅在零星或小批生产时使用。
根据JB/T 5072—2007《热处理保护涂料一般技术要求》中的有关规定,保护涂料应确保总脱碳层深度小于或等于0.075mm;涂刷或浸渍后在60~100℃的温度下30min能干燥;有良好的剥落性;油淬时有80%的涂层面积能自行剥落;残留层易清除且不污染淬火介质和环境,不损伤零件等。保护涂料在市场已有商品供应,也可由使用的企业自行按标准配制。
5)固体粉粒掩埋保护,在不具备其他条件的情况下,为了零件加热时减少或防止氧化脱碳,也可采用固体粉粒掩埋料,如铸铁屑、石英砂、河海砂以及固体渗碳剂、氧化铝粉粒等将零件放在箱或盘中掩埋加热。常用的掩埋料特性,如图2-1所示。
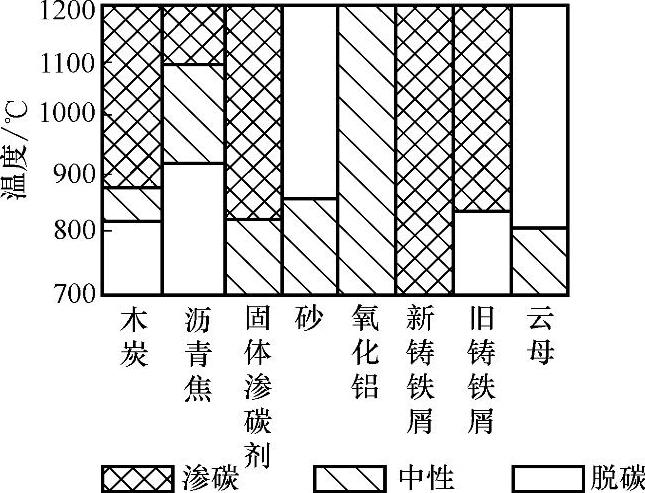
图2-1 固体粉粒保护介质在不同温度下的特性
(2)淬火加热温度 淬火加热温度应根据刃具的形状和结构的复杂程度、所用加热介质及原始组织等,参照表2-11进行选择。
表2-11 碳素工具钢和合金工具钢的淬火和回火规范
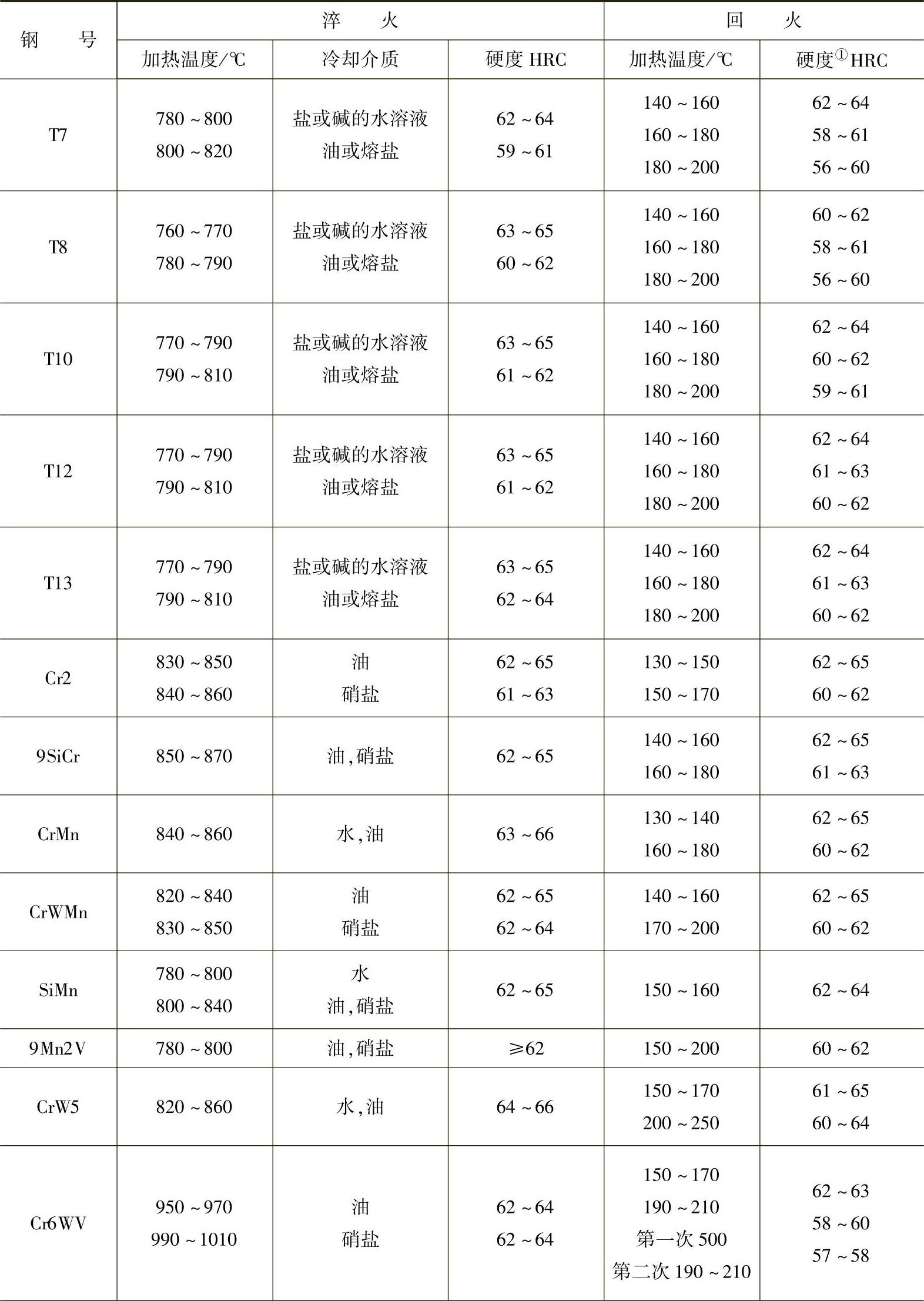
(续)
①碳素工具钢的硬度为在盐或碱水溶液中淬冷并经相应温度回火后的硬度。
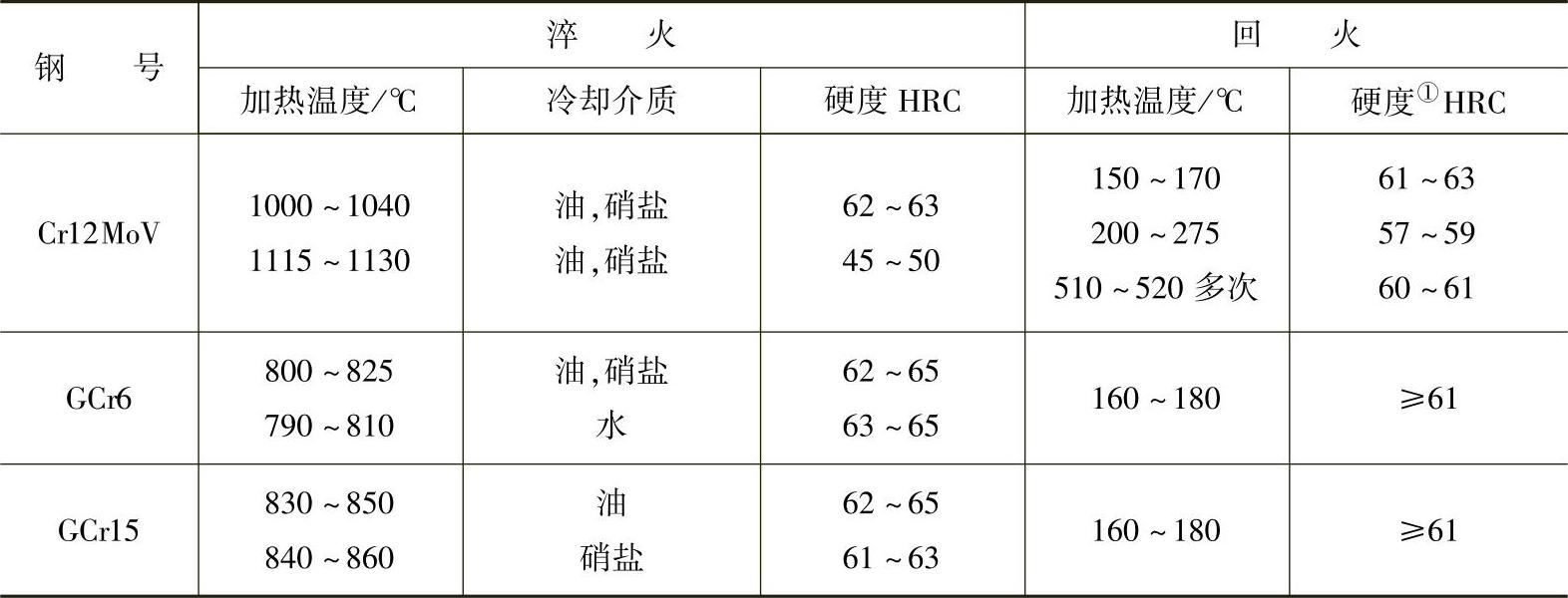
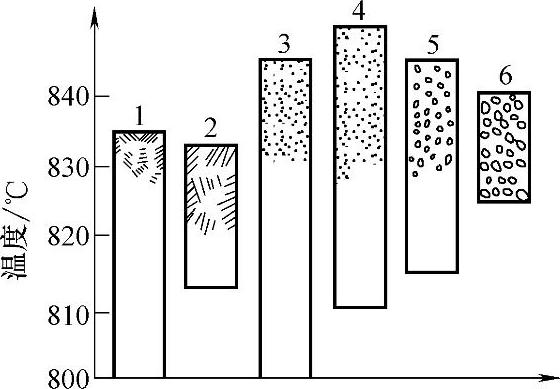
通常,对形状复杂、截面尺寸突变和细长的刃具为减小变形和防止裂纹应采用下限温度加热;原始组织为片状珠光体和粗粒状珠光体的,应适当调整淬火加热温度,如图2-2所示。图2-3所示为各种原始组织的淬裂倾向。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-2 各种原始组织淬火温度的允许范围
1—细片状珠光体 2—片状珠光体 3—点状珠光体 4—细粒状珠光体 5—粒状珠光体 6—粗粒状珠光体
图2-3 各种原始组织的淬裂倾向
1—细片状珠光体 2—点状珠光体 3—细粒状珠光体 4—粗粒状珠光体
注:评定裂纹的点数含义:1点——热酸蚀后无裂纹;2点——热酸蚀后有轻微裂纹;3点——肉眼不可见,但热酸蚀后发现严重裂纹;4点——有轻微开裂倾向;5点——有严重开裂倾向。
在非盐浴炉中加热和在油(或分级、等温)冷却时,应比在盐浴炉中加热温度高10~20℃;当有效截面尺寸较大(ϕ≥25mm)时,为增加硬化层深度,也应适当提高淬火加热温度。例如,用T12钢制作的大规格手用丝锥,淬火温度可提高到800~820℃。
(3)淬火加热时间 淬火加热时间与刃具的类型、有效尺寸及钢种等因素有关。通常以刃具的有效尺寸乘以钢种的加热时间系数来确定。表2-12所示为刃具的有效尺寸和淬火加热时间系数。
表2-12 刃具的有效厚度计算法和加热时间系数

加热时间的长短,必须确保在一定温度下珠光体完全转变为奥氏体,且成分均匀化。通常的加热时间,应包括刃具入炉后加热炉仪表升高到设定的淬火温度的时间、炉内的所有刃具均达到淬火加热温度的时间及刃具整体透烧的时间。图2-4所示为T8共析钢在不同加热温度下,加热时间对组织转变程度的影响。从图2-4中可以看出,到达淬火温度时其组织为珠光体,第一条线是仅形成5%(体积分数)的奥氏体(组织为珠光体+奥氏体+碳化物),第二条线为已有99.5%(体积分数)的奥氏体(组织为奥氏体+碳化物),继续延长加热时间才能形成均一的奥氏体。
上述仅是原始组织为单一珠光体的(T8)共析钢的加热情况,对于制作刃具经常使用的过共析钢来说,如果需要保留较少的过剩碳化物,还需考虑碳化物溶解时间。
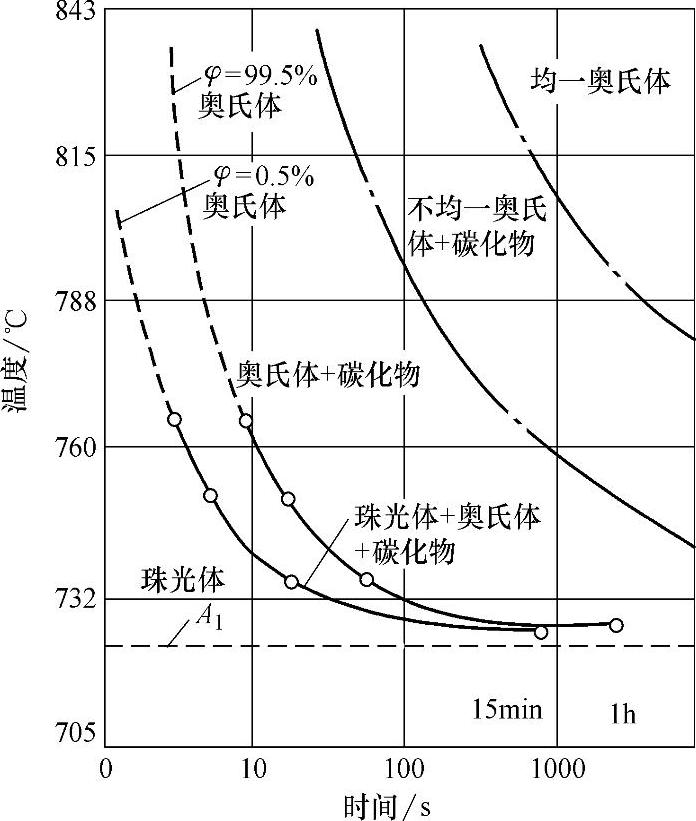
图2-4 淬火温度和加热时间对T8钢组织转变的影响
按表2-11选择加热温度、按表2-12选择加热时间系数时,较小尺寸的刃具应选择下限加热温度和上限加热时间系数,反之相反。
3.碳素工具钢和合金工具钢刃具淬火冷却的质量控制
碳素工具钢和合金工具钢刃具,经常采用的淬火法有单介质淬火、双介质淬火、分级淬火、等温淬火、复合淬火和预冷淬火等,各种淬火冷却方法所用冷却介质及适用范围如表2-13所示。
表2-13 碳素工具钢与合金工具钢刃具淬火冷却方法

碳素工具钢与合金工具钢刃具淬火冷却方法及所用介质,应根据刃具的材料、硬度要求、允许的变形量及刃具有效尺寸大小等确定。通常,碳素工具钢刃具可采用水溶液单介质淬火、水溶液-油或水溶液-熔融硝盐(或碱)双介质淬火,有效直径小于5mm的刃具也可采用油冷却等。应当指出,由于碳素工具钢(如T12)在低温(200℃左右)时的过冷奥氏体十分稳定,不易获得等温贝氏体,如果等温时间过长,将使过冷奥氏体稳定化,而过多的残留奥氏体不利于刃具的耐磨性。所以,要求变形小的碳素工具钢刃具仅适用马氏体分级淬火或复合淬火。合金工具钢刃具一般采用冷油或80~120℃(最高温度不超过150℃)的热油淬火,要求变形小的刃具可采用分级淬火或等温淬火。
4.碳素工具钢和合金工具钢刃具回火的质量控制
(1)回火温度 碳素工具钢和合金工具钢刃具淬火后的回火温度,一般可按表2-11选择。贝氏体等温淬火的刃具应采用下限温度回火。应当指出,几乎所有钢在低温回火时都会产生第一类回火脆性。因此,选择回火温度时应尽量避开产生回火脆性的温度区间。表2-14为几种碳素工具钢和合金工具钢产生第一类回火脆性的温度区域。
表2-14 几种碳素工具钢和合金工具钢产生第一类回火脆性的温度区域

图2-5为几种碳素工具钢和合金工具钢力学性能与回火温度的关系。
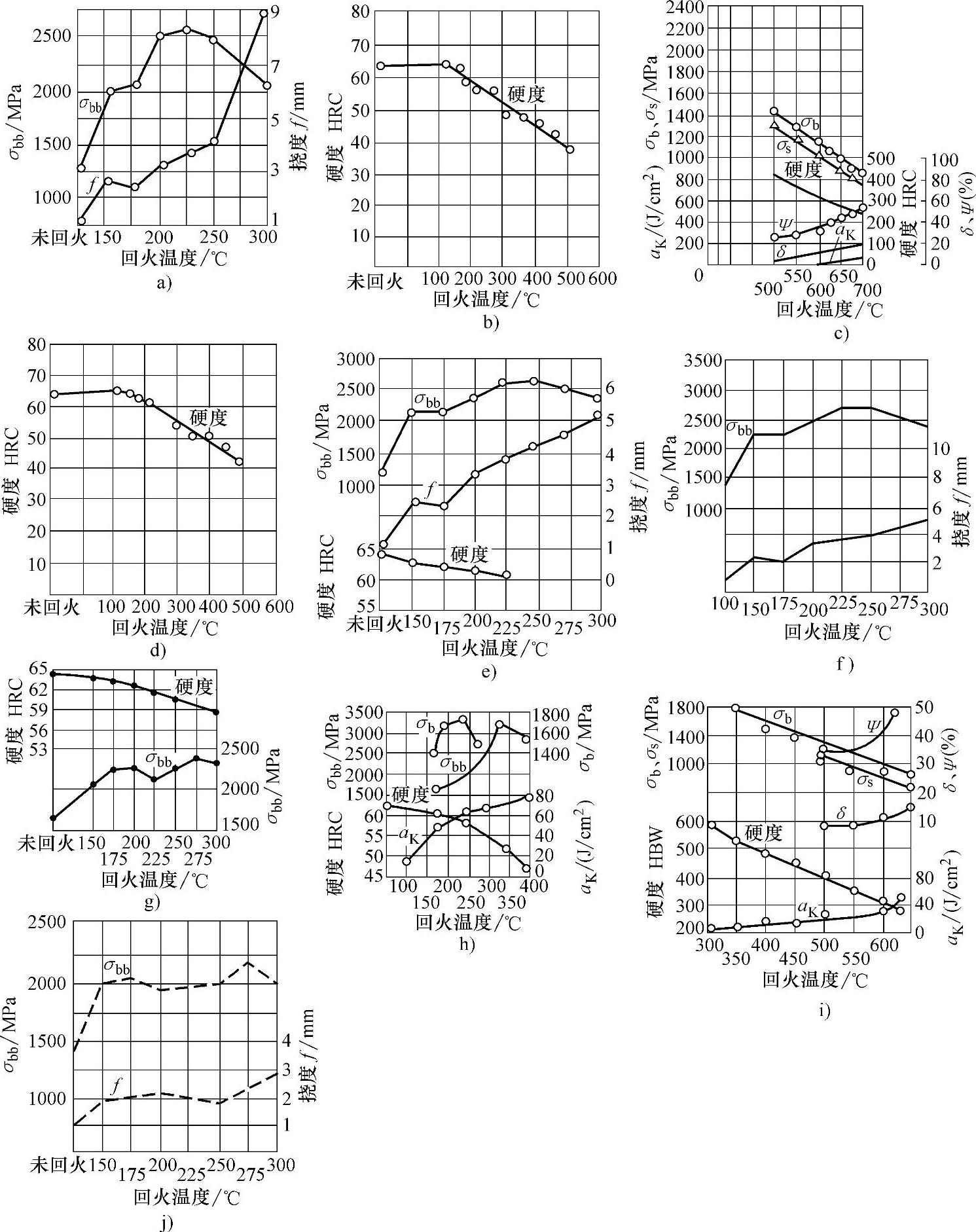
图2-5 几种碳素工具钢和合金工具钢力学性能与回火温度的关系
a)T7(T7A)钢 b)T8(T8A)钢 c)T9钢 d)T10(T10A)钢 e)T11(T11A)钢 f)T12(T12A)钢 g)9SiCr钢 h)9Mn2V钢 i)GCr15钢 j)CrMn钢
(2)回火保温时间和冷却方法 在油或硝盐浴中回火时,一般散装件到温后保温1.5~2h后空冷。在空气炉中回火时,视装炉量和刃具大小确定加热时间,保温2~3h后空冷。
5.碳素工具钢和合金工具钢刃具淬火变形的校正
刃具淬火回火后,通常要进行刃部磨削加工。因此,热处理的微量变形可以通过刃磨工序予以修正。但稍大的变形(超过允许的变形量),只能通过校正予以挽救。碳素工具钢和合金工具钢刃具变形的常用校正方法如下。
1)利用淬火相变过程的超塑性进行趁热校正,即将刃具淬火冷却到其Ms点温度附近或稍高时,立即从淬火介质中取出,趁其在空冷(马氏体逐渐转变)过程中,通过施加一定的外力将变形校正过来的方法。
2)热点校正,即将变形的刃具,在其凸起部分用“氧-乙炔”喷枪小面积加热到Ac1点稍上温度,然后用水(合金钢用油)急速冷却下来的方法。如果一点校正效果不明显,可以多点校正。
3)借弯校正。对有柄部的钻头、拉刀等,如果刃部变形不易校正过来,则可以利用多种方法(冷压、热烘烤、热点等)在硬度稍低的柄部进行“借弯”,即将刃部的变形转移到柄部。
4)局部速冷校正,即在刃具淬火过程中,温度尚未冷却到室温以前(马氏体转变基本完成)对凸起部分强化冷却,使变形校正过来的方法。必须指出,如果马氏体刚刚开始转变,应强化凹陷部分的冷却速度,依靠马氏体优先转变(体积膨胀)将变形校正过来。因此,正确掌握温度是决定局部速冷的关键。
5)局部烘烤校正,即在刃具不重要部位,一边用火焰烘烤凹面,一边在凸面加压的校正方法。其烘烤旨在消除应力,加压起助力作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。