



碳素工具钢和合金工具钢的预备热处理,包括球化退火、去应力退火、正火和调质等。
1.球化退化的质量要求
碳素工具钢和合金工具钢球化退化后的珠光体级别和网状碳化物级别分别按GB/T 1298—2008和GB/T 1299—2000的第一级别图和第二级别图评定,合格级别见表2-4的规定。
球化组织良好的钢可加工性好,淬火的过热敏感性小,淬火变形和开裂倾向小。严重的网状碳化物使钢的塑性和韧性均降低,且增加刀刃的脆性,缩短刃具的使用寿命。
此外,对碳素工具钢和合金工具钢的淬硬性和淬透性等均有要求。这些要求一般均由钢厂作保证,只要化学成分(碳及合金含量)符合标准要求,基本没有问题。
表2-4 碳素工具钢和合金工具钢退火后组织要求

2.球化退火
球化退化,旨在降低钢材硬度,便于切削加工;获得良好的原始组织,为淬火作准备等。常用的碳素工具钢和合金工具钢球化退化工艺规范如表2-5所示。
对于不易球化的钢可采用循环退火工艺,即第一次等温后重新加热到退火温度,然后再冷却到等温温度,往复数次(一般2~3次)即可获得满意结果。对于正火和淬火状态下的毛坯或半成品,可采用低温球化退火。
表2-5 碳素工具钢和合金工具钢的退火工艺规范

3.去应力退火(https://www.xing528.com)
去应力退化,旨在消除因冷塑性变形加工产生的加工硬化或因切削加工产生的内应力。去应力退火一般使用600~700℃的温度。根据毛坯或半成品有效尺寸大小及装炉量确定保温时间,一般为1~3h,随后空冷。
对于薄壁件和要求残留应力小的情况,应采用随炉冷却;对为消除磨削加工产生的内应力,可采用500~550℃退火;对消除精磨后的内应力,可在300~350℃退火,精密零件去应力退火后应缓慢冷却。
4.正火
正火,旨在优化过热组织的晶粒度,消除钢中的网状碳化物;对于淬火返修件重新淬火前也可进行一次正火。正火后的组织为片状珠光体,一般需进行一次低温球化退化,使珠光体成球粒状。
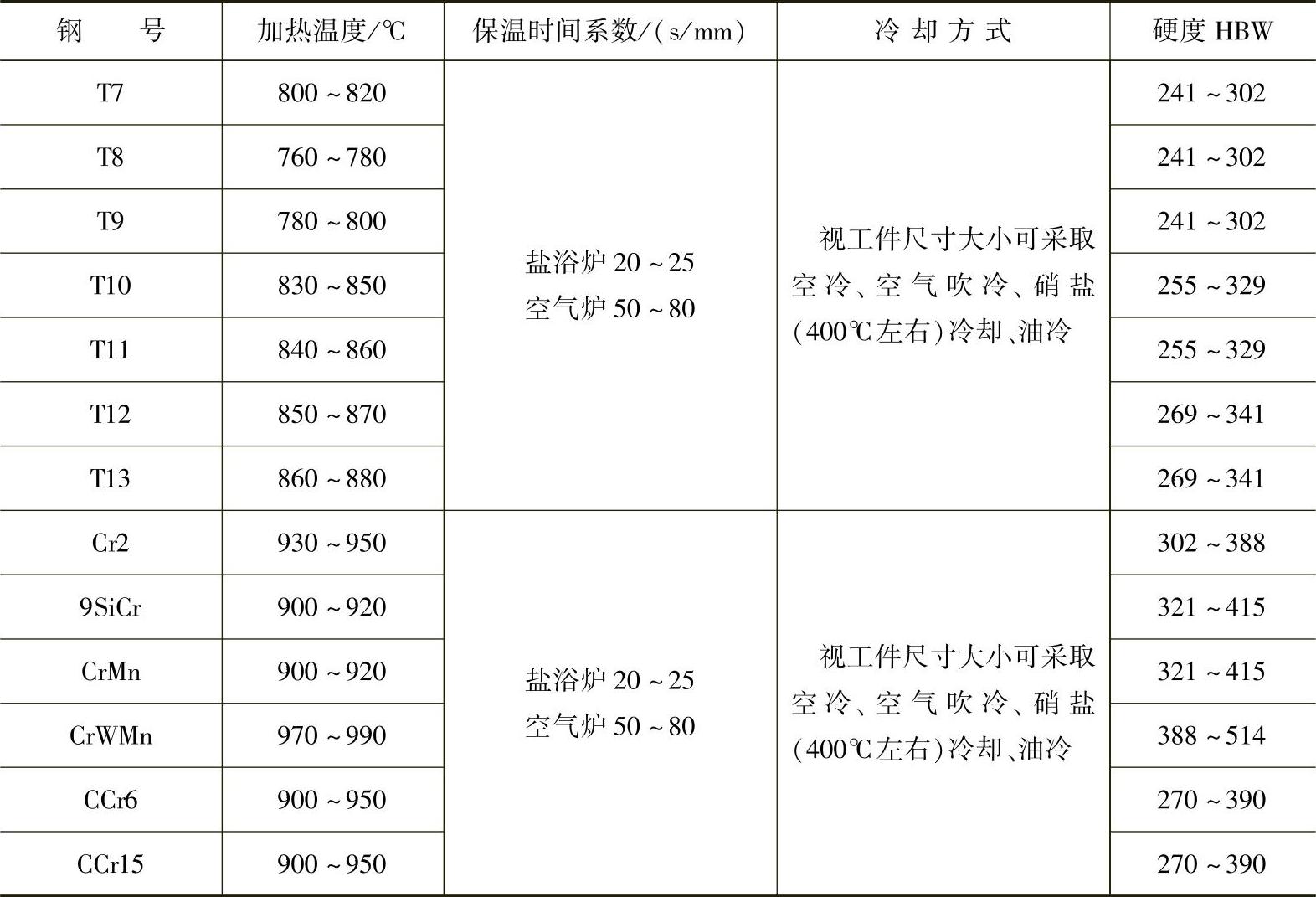
碳素工具钢和合金工具钢的正火规范如表2-6所示。
表2-6 碳素工具钢和合金工具钢的正火规范
5.调质处理
调质处理,即淬火与高温回火的联合操作。调质处理,旨在使机械粗加工后的半成品,在继续精加工时获得较低的表面粗糙度值;细化淬火前的晶粒度,以期减少淬火时的变形和获得均匀的高硬度等。
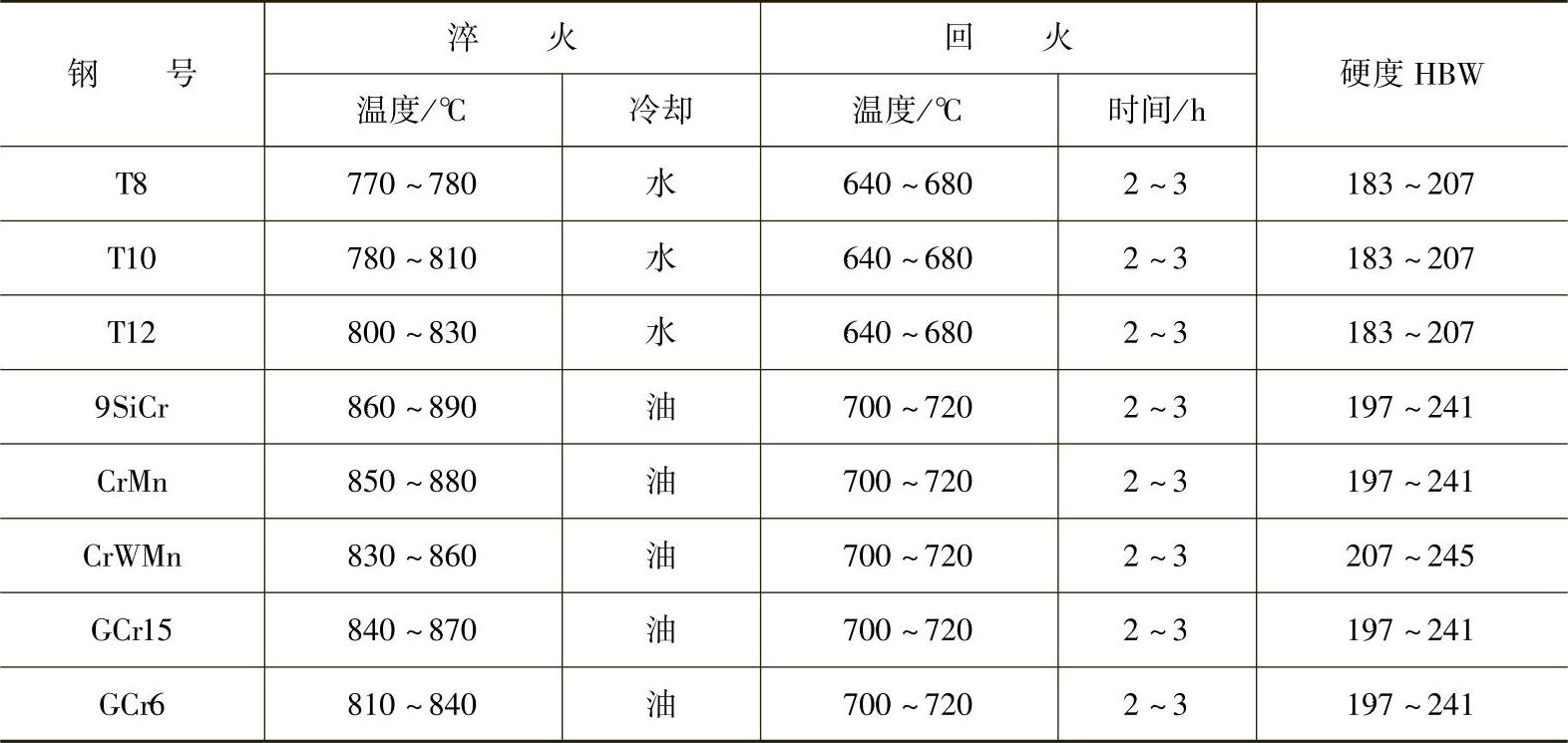
常用的碳素工具钢与合金工具钢调质处理工艺规范,如表2-7所示。
表2-7 碳素工具钢与合金工具钢的调质规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。