



【摘要】:按所用介质可分为用干冰制冷的冷处理和用液氮等制冷的深冷处理。高合金钢工、模、量、夹具件的冷处理,往往安排在淬火和低温回火后进行,然后再进行一次低温回火,以免产生裂纹等缺陷。对于特殊要求的零件可用更低温度进行冷处理。表1-13 铸件人工时效工艺规范
1.工艺装备件的冷处理工艺
根据处理温度不同分为冰冷处理(-80~0℃)、中冷处理(-150~-80℃)和深冷处理(-200~-150℃)三种。按所用介质可分为用干冰制冷的冷处理和用液氮等制冷的深冷处理。
由于处理的目的、零件类别及其结构复杂程度等不同,冷处理在工序安排上也不同,一般有如下三种类型:Ⅰ——淬火→冷处理→低温回火;Ⅱ——淬火→低温回火→冷处理→低温回火;Ⅲ——淬火→冷处理→低温回火→冷处理→时效处理。
渗碳零件和高碳钢工、模具的冷处理通常在淬火后立即进行,然后再进行一次低温回火,以减少内应力。高合金钢工、模、量、夹具件的冷处理,往往安排在淬火和低温回火后进行,然后再进行一次低温回火,以免产生裂纹等缺陷。对于标准量具和高精密夹具,通常淬火后立即进行第一次冷处理以防残留奥氏体稳定化,随后进行低温回火后再进行第二次冷处理,使剩余的残留奥氏体进一步转变为马氏体,最后再进行一次低温时效处理。
生产中常用的冷处理温度一般在-80~-30℃之间。对于特殊要求的零件可用更低温度进行冷处理。
2.零件时效处理的工艺方法(https://www.xing528.com)
1)精密零件的人工时效工艺是在120~140℃下长时间保温后空冷。
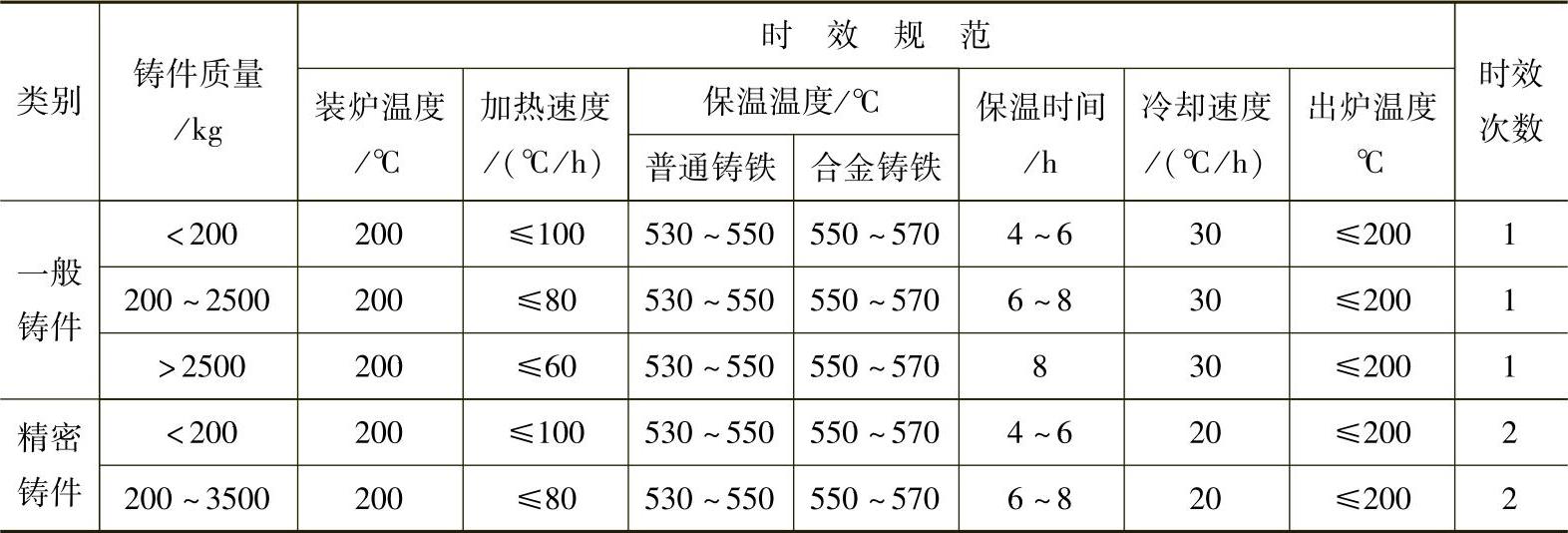
2)铸件人工时效的工序流程,有如下几种:铸造→机械粗加工→人工时效→机械精加工;铸造→机械粗加工→人工时效→机械半精加工→人工时效→机械精加工;铸造→机械粗加工→自然时效。铸件人工时效工艺规范,如表1-13所示。
表1-13 铸件人工时效工艺规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。