



设计背景:
转向机壳体在加工中心加工孔、面、安装孔等时由于壳体不规则、品种又多、定位调整困难;以前是用多个V形铁加垫铁定位、两套压板夹紧加工。由于铸件毛坯不规则、定位误差大,经常造成下序加工位置偏,利用旧单动卡盘进行了改装设计、工装定位稳定,解决了这一问题。
设计加工过程要点:
1.首先确定了以壳体铸造较一致圆ϕd1轴台定位,改变四爪夹持方式,由原四个爪夹紧改变为两个爪固定,用两个爪夹紧,为了固定爪定位牢固,设计了爪块固定块,调整位置后用改制固定爪块锁紧两个爪,防动。
2.用另外两个爪紧工件,其中一个爪装V形架夹ϕd圆,通过V形架上四个调整螺钉顶工件圆柱面夹紧工件。
3.由于三个爪夹ϕd1部分,爪体要根据铸造拔模角进行修整,爪面修2°正锥度。
改制工装结构特点:
工装由底座1、卡盘2、两固定爪体5和10、活动爪体3、反爪体13等组成;两固定爪体5、10夹工件4尾部ϕd1圆,平面调整定位;用固定爪体定位块6锁紧;V形块11、V形架14通过V形架固定板15、锁紧螺钉16固定于反爪体13立面,移动爪夹紧工件ϕd圆;另一面活动爪体3顶紧工件即可加工。由于两固定爪调整好后有固定爪定位块6定位,两螺钉7、8锁紧;另外两活动爪(反爪装V形架)顶紧,定位夹紧牢固、不同规格调整方便、不再更换工装。
使用效果:(https://www.xing528.com)
改进新工装后,定位精度提高,下序加工偏现象减少,操作工人上、下工件方便,同时也扩大了单动卡盘功能。
图4.46-1为单动卡盘改制工装加工转向壳体结构示意图。
图4.46-2为爪体固定块及工装装配示意图。
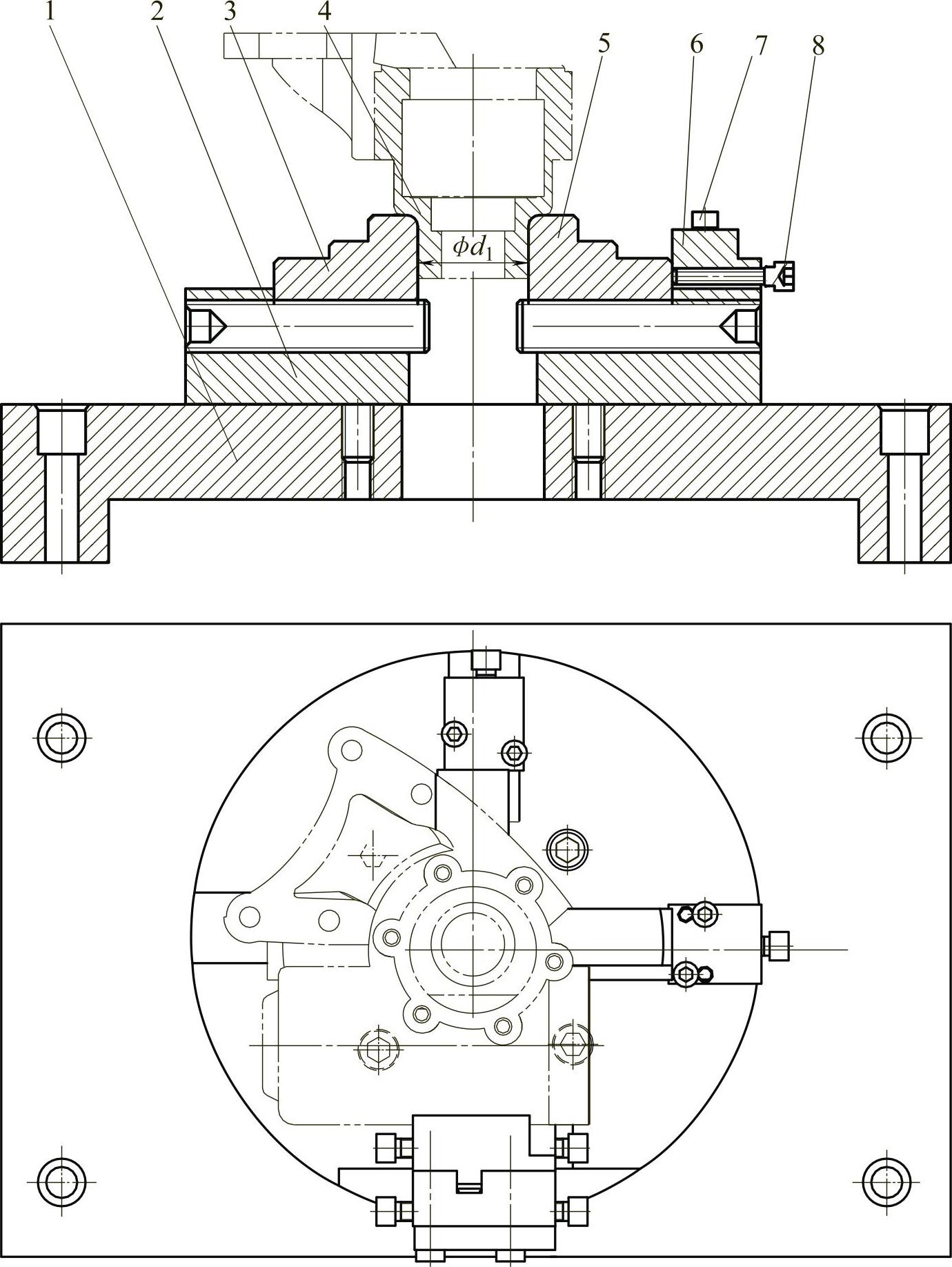
图4.46-1 单动卡盘改制工装加工转向壳体结构示意图
1—底座 2—卡盘 3—活动爪体 4—工件 5—固定爪体 16—固定爪体定位块 7—固定爪块锁紧螺钉 8—调整螺钉 9—固定爪块 10—固定爪体2 11—V形块12—锁紧螺钉13—反爪体14—V形架15—V形架固定板16—锁紧螺钉
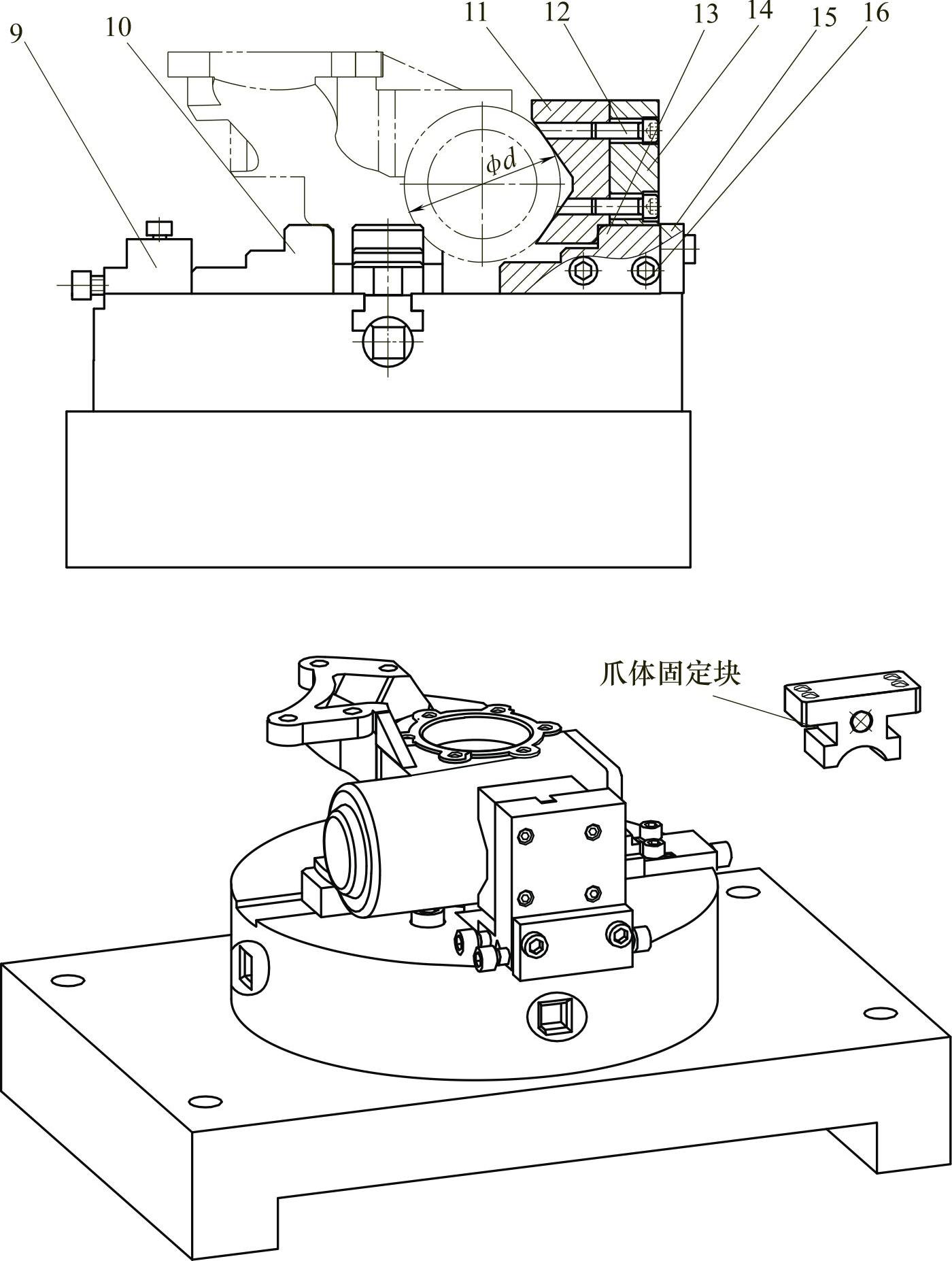
图4.46-2 爪体固定块及工装装配示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。