



【摘要】:设计背景:在加工如图4.43-2所示内油封槽工件时,要用53mm孔定位后压紧工件加工,用常规定位轴加工配合松了,定位精度差。两种方式都能实现装取工件方便,获得好的效果。工装结构原理特点:图4.43-1为7∶24锥度定位工装:先把锥形轴1圆柱头部装入工件孔,和工件一起装夹具体3,用长螺栓2锁紧锥形轴1定位,压板压紧工件定位面加工。图4.43-1为快装切油封槽7∶24锥度定位工装。图4.43-2为产品加工图形。
设计背景:
在加工如图4.43-2所示内油封槽工件时,要用ϕ53mm孔定位后压紧工件加工,用常规定位轴加工配合松了,定位精度差。配合间隙小了,由于定位孔距离工件定位基面远,装、取工件费时又费力,经常拉伤工件内孔。改进图示结构后解决了这一问题。
设计加工过程要点:
1.设计定位轴柄7∶24大锥度定位需先定位轴装入工件,定位轴钻扩螺钉沉孔装锁紧螺钉,夹具体加工7∶24内锥孔和装螺钉螺纹孔。
2.内胀式工装弹性套外径加工尺寸要小0.1mm以上,锥形轴柄部和夹具体孔配磨,内孔钻扩螺钉沉孔,夹具体内孔要精加工和锥形轴柄部配作加工。
两种方式都能实现装取工件方便,获得好的效果。
工装结构原理特点:
图4.43-1为7∶24锥度定位工装:先把锥形轴1圆柱头部装入工件孔,和工件一起装夹具体3,用长螺栓2锁紧锥形轴1定位,压板压紧工件定位面加工。定位轴和工件同时上下,锥度轴7∶24的锥度可实现快装、快卸。
图4.43-3为内胀套式,锥形轴1前端装胀套2,后端ϕ28mm与夹具体3孔配合定位、长螺栓4压紧锥形轴1时胀套胀紧工件,压板压紧工件定位面。加工、松螺栓,胀套缩回,卸货;同样实现快装、快卸。
图4.43-1为快装切油封槽7∶24锥度定位工装。
图4.43-2为产品加工图形。(https://www.xing528.com)
图4.43-3为快装切油封槽圆柱胀紧定位型工装示意图。
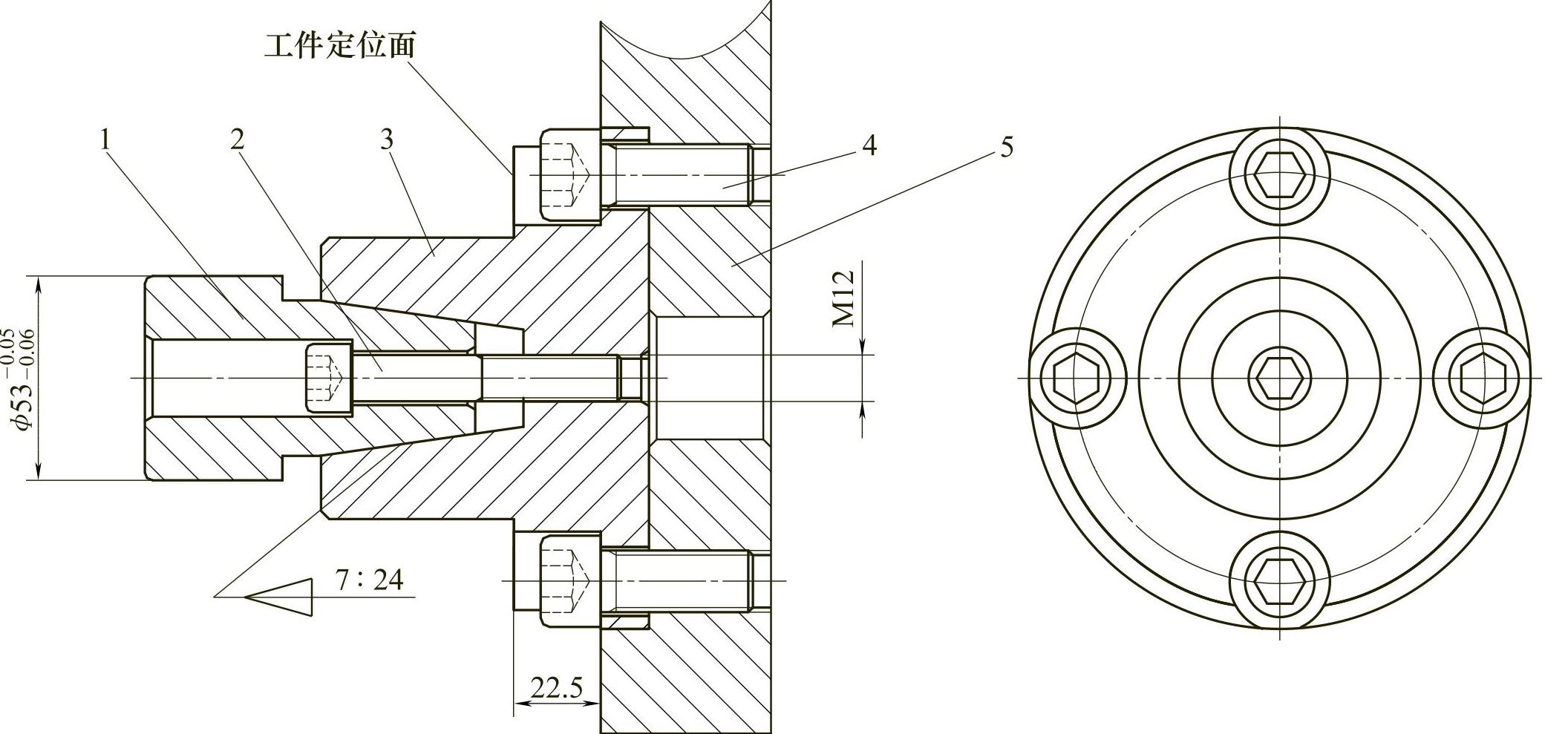
图4.43-1 快装切油封槽7∶24锥度定位工装
1—锥形轴 2—长螺栓 3—夹具体 4—螺钉 5—接盘
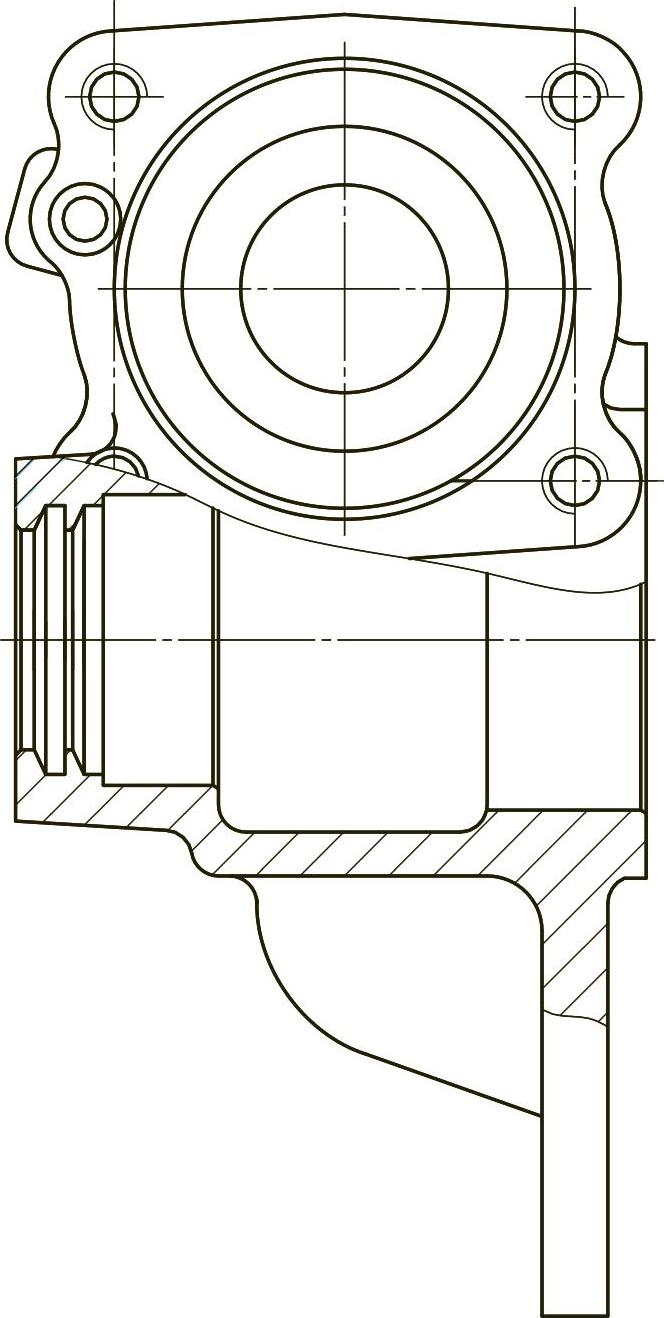
图4.43-2 产品加工图形
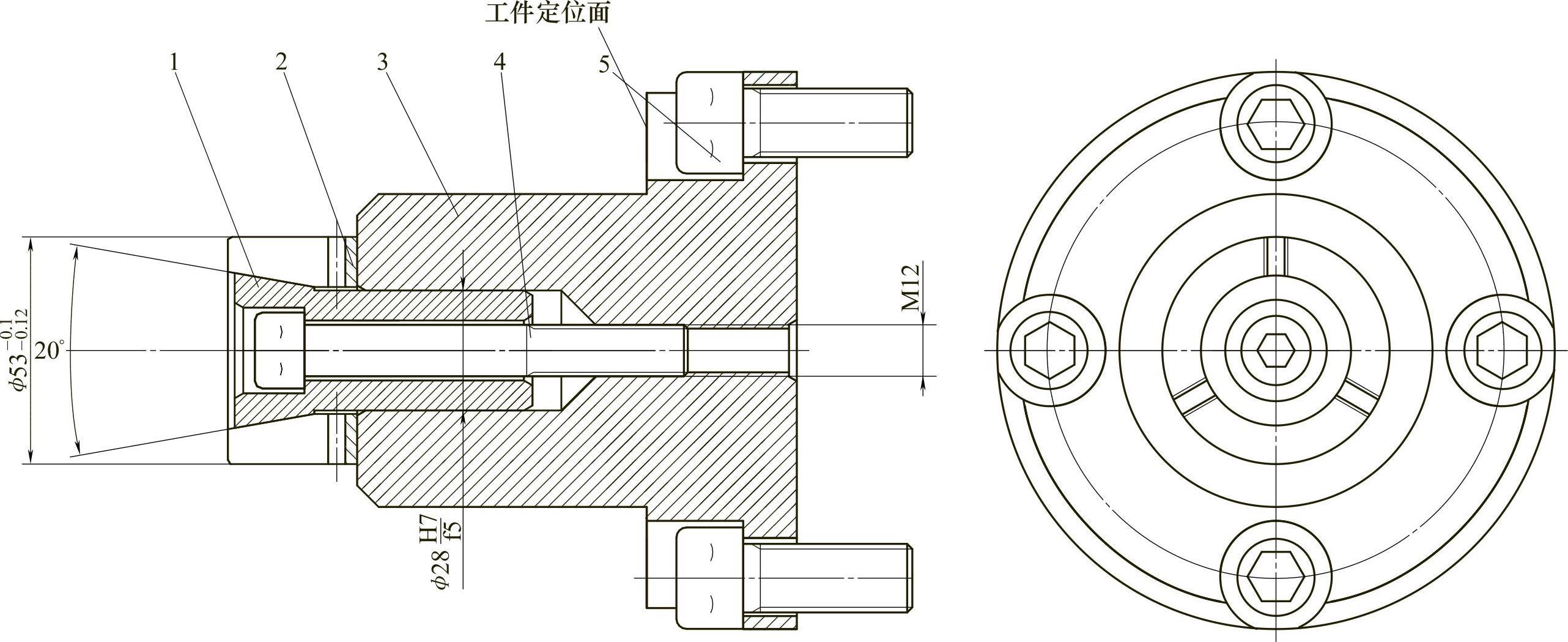
图4.43-3 快装切油封槽圆柱胀紧定位型工装
1—锥形轴 2—弹性套 3—夹具体 4—长螺栓 5—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。