



【摘要】:自制加长接柄即能解决夹持问题,满足生产需要。设计加工过程要点:利用原刀柄孔为基准,制作加长接柄、小孔接柄装入普通刀柄即可实现小刀具、中心钻等加工。接柄加工方法:1.自制接柄可用40Cr棒料调质后加工:粗车外圆后定长度——钻两端中心孔——精磨外圆——钻头粗钻孔——后用铰刀精铰孔——钻攻顶丝螺纹——修毛刺。图4.42-1 简易加长非标接柄示意图1—机床刀柄 2—加长夹柄 3—紧定螺钉 4—非标小刀具 5—中心钻
设计背景:
在数控工具磨床加工一些非标小刀具、中心钻等工件,由于砂轮大、刀柄干涉,没有非标加长刀柄、小孔刀柄,无法加工。自制加长接柄即能解决夹持问题,满足生产需要。
设计加工过程要点:
利用原刀柄孔为基准,制作加长接柄、小孔接柄装入普通刀柄即可实现小刀具、中心钻等加工。
刀柄结构特点:
机床刀柄1,孔内装自制加长夹柄2,非标小刀具4或中心钻5装入加长刀柄孔内定位,通过紧定螺钉3顶紧工件加工。解决了砂轮干涉问题。
接柄加工方法:
1.自制接柄可用40Cr棒料调质后加工:粗车外圆后定长度——钻两端中心孔——精磨外圆——钻头粗钻孔——后用铰刀精铰孔——钻攻顶丝螺纹——修毛刺。(https://www.xing528.com)
2.用40Cr棒料调质后车削精加工成品:粗车定长(包括自定心卡盘夹持)后调质——钻左端空刀孔(大于定位孔、深度保证定位部分,尽量深一些)——调头自定心卡盘加工成品(粗、精车外圆——钻中心孔——粗钻孔——铰孔——划60°倒角——调头定长倒角)——钻攻螺钉孔——去毛刺。
注意事项:
为了保证工件定位和加工精度,加工件外圆工艺尺寸要和接柄孔配合间隙小一些。
图4.42-1所示为简易加长非标接柄示意图。
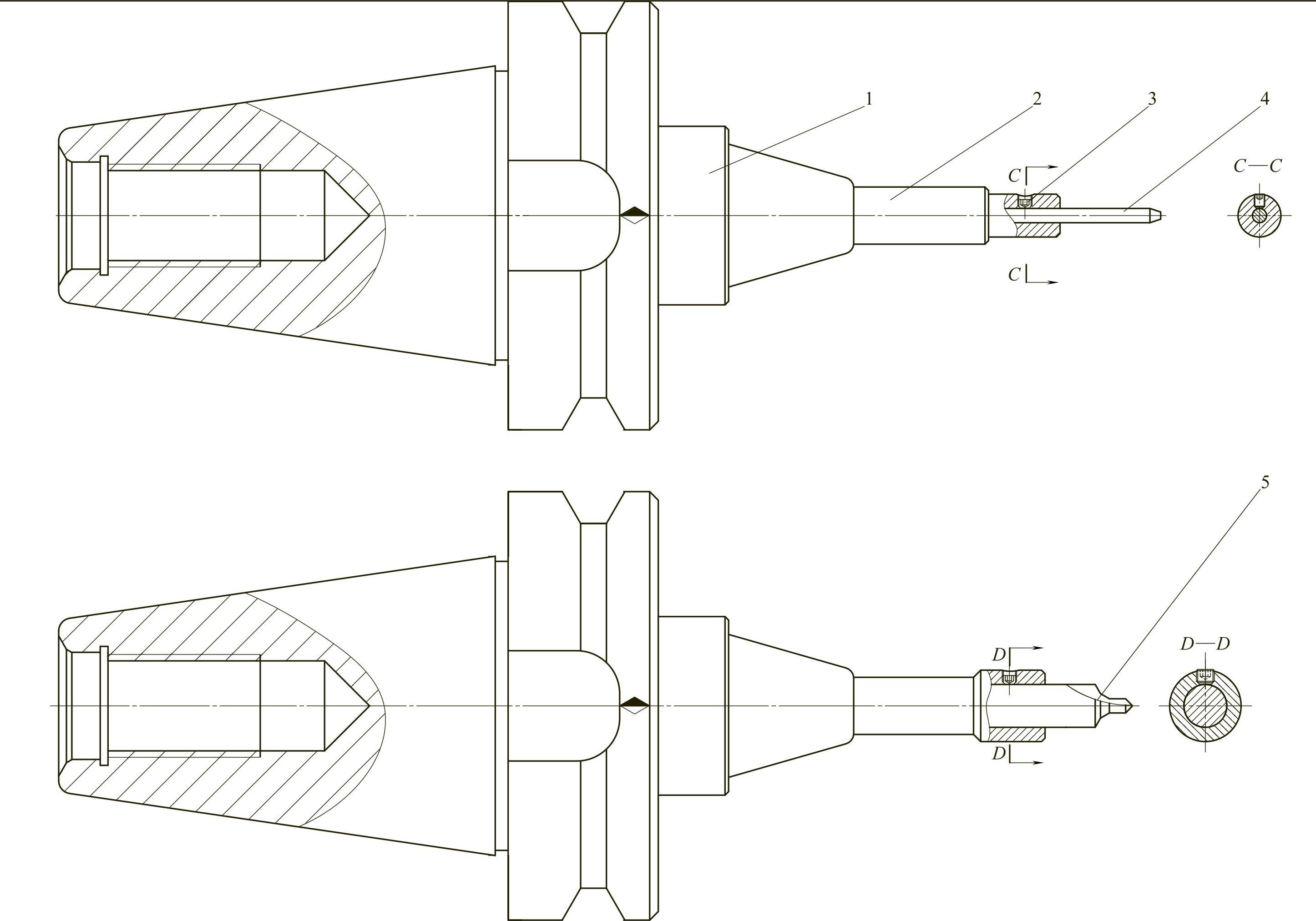
图4.42-1 简易加长非标接柄示意图
1—机床刀柄 2—加长夹柄 3—紧定螺钉 4—非标小刀具 5—中心钻
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。