



设计背景:
钻缸体顶面对称斜孔一般厂都要专机加工,专机造价高、订货周期长。我们在试制生产493发动机缸体时,设计制作了简易斜孔工装代替了专机,实现了对称、快速钻斜孔加工。
设计加工过程要点:
1.利用缸体主轴安装半圆孔为回转中心,设计固定工件定位轴工具、回转45°钻孔工装。
2.底座为800mm×550mm×50mm铸铁板,左右端钻铰螺纹孔安装支架。
3.左右支架加工半圆定位孔,向上25°开通装卸工件,左支架下端镗孔装左右45°回转定位轴。
4.工件定位轴用圆管改制,两端铣槽装工件压板,螺钉压紧工件。
5.工件转轴板通过半圆孔与工件定位轴、压板、螺钉连接,转轴板上定位销与工件端面孔定位回转。转动45°定位后锁紧工件定位轴上垫圈螺钉即可钻斜孔。
工装结构特点:
底座1上装左右支架2、工件定位轴10通过插入轴两端槽的左右压板8,螺钉9来固定工件3。工件转轴板4通过定位销11与工件端面孔定位,半圆孔与定位轴10、左右压板8、紧固螺钉9紧固在一起。定位轴10可在左右支架2的半圆处转动45°,回转定位轴7左右45°限位,锁紧螺钉5锁紧工件3。斜孔钻模板6通过中间两缸孔定位后钻斜孔加工。
工装简单适用、成本低,确保了新产品开发。(https://www.xing528.com)
使用效果:
在加工493缸体地称45°斜孔中操作方便、生产效率高、质量稳定,工装代替了专机。
图4.41-1为缸体钻斜水孔工具装配示意图;
图4.41-2为缸体斜水孔示意图。
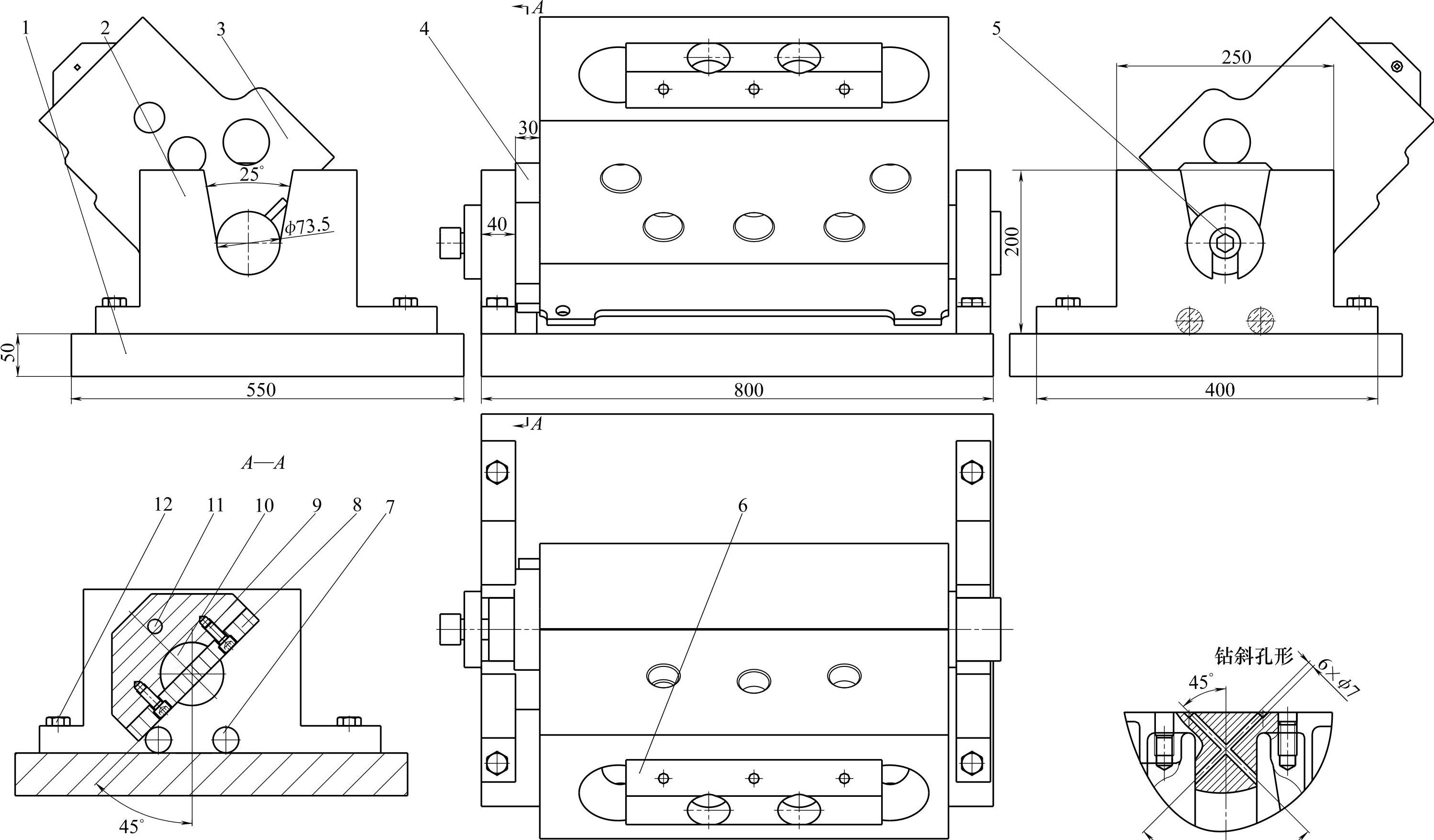
图4.41-1 缸体钻斜水孔工具装配示意图
1—底座 2—左右支架 3—工件 4—工件转轴板 5—锁紧螺钉 6—斜孔钻模板 7—回转定位轴 8—左右压板 9—紧固螺钉 10—定位轴 11—工件定位销 12—压紧螺栓

图4.41-2 缸体斜水孔示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。