



设计背景:
在镗床加工图4.40-3所示工件时,螺纹、锥度难以加工,设计了框架式内定位工装,镗床加工完底孔后,用工装在车床加工螺纹、锥度。
设计加工过程要点:
1.设计车床工装以镗床加工底孔为定位基准,框架式结构、导向轴插入工装和工件孔定位、当工件通过顶工件螺纹套顶紧工件孔、面定位后用螺钉紧固工件、抽掉导向轴,即可加工方案。
2.框架式工装各部件要加工相互垂直、平行后装配,检测合格后钻铰孔装定位锥度销,定位孔面要组装后在车上精车内孔、定位两端面。
3.导向轴40Cr淬火处理后精磨,两轴台同心、端面垂直。
工装结构原理特点:
工装支架5、由前盖板3、后盖板9用螺钉4、螺钉10组装为框架,用螺栓紧固于机床接盘11上。通过工装前盖板阶梯孔插入导向轴2、工件6内孔定位,当工件装入导向轴2后,通过后端接盘11安装内螺纹盘12、顶工件螺纹套7。顶紧工件,两工件紧固螺钉17从导向轴通孔内锁紧工件,抽掉导向轴即可加工。工件为双孔偏心工件,装配重盘15,用螺钉16锁紧。组装后配装定位销18。工装结构简单、定位精度高,解决了镗铣床加工难点。
使用效果:
加工工件同轴度、精度达到图样技术要求,为孔定位加工改进了新工艺。
图4.40-1为框架式内定位加工内螺纹、锥度示意图。(https://www.xing528.com)
图4.40-2为导向轴示意图。
图4.40-3为加工件示意图。
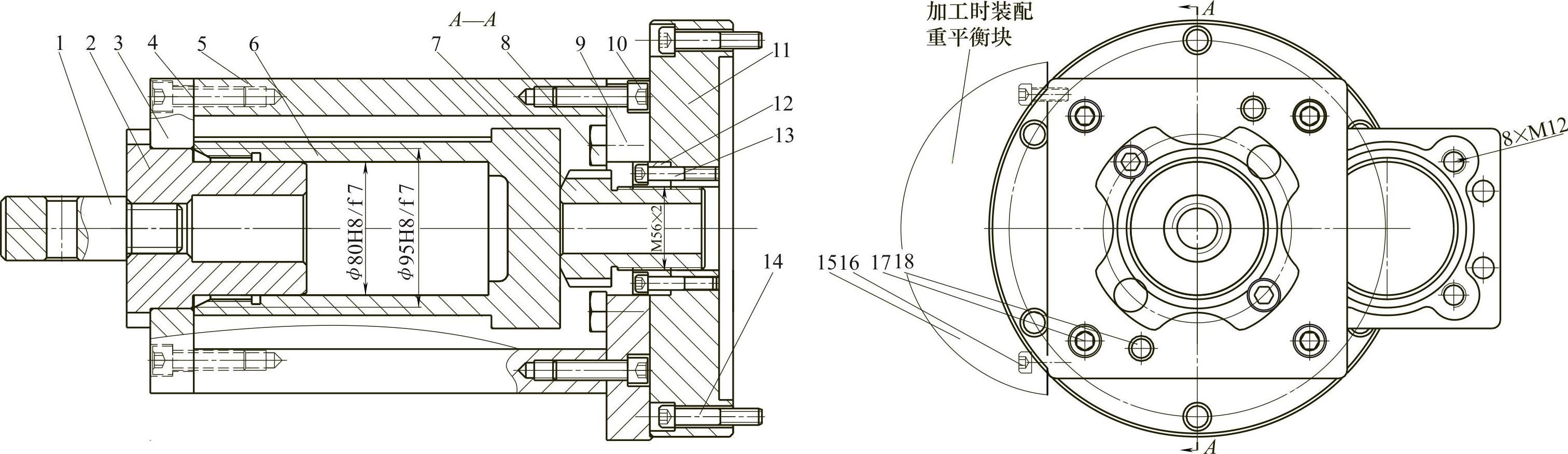
图4.40-1 框架式内定位加工内螺纹、锥度结构示意图
1—手柄 2—导向轴 3—前盖板 4—压紧螺钉 5—工装支架 6—工件 7—顶工件螺纹套 8—压紧螺栓 9—后盖板 10—螺钉 11—接盘 12—内螺纹盘 13—压紧螺钉 14—连接螺钉 15—配重盘 16—螺钉 17—工件紧固螺钉 18—定位销
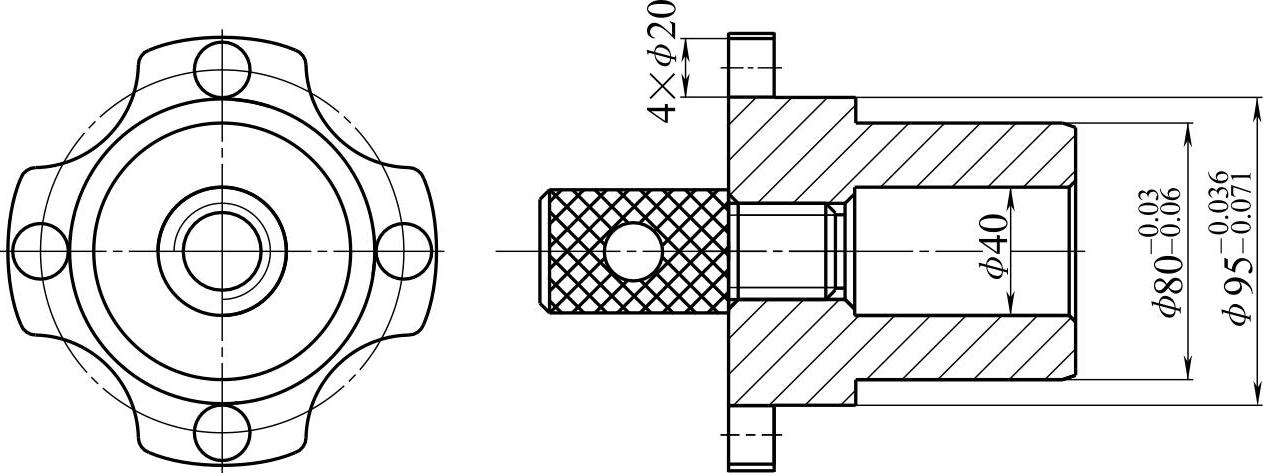
图4.40-2 导向轴示意图
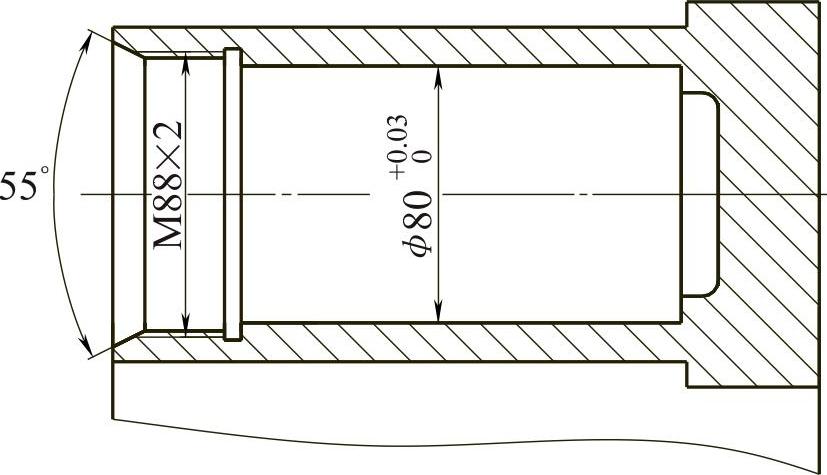
图4.40-3 加工件示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。