



【摘要】:粘结加工过程要点:根据有些粘结剂粘结力强、干得快、温度稍高即开特点,采用工件配合光面粘结后加工方法,解决配套工件精加工。图4.38-1为粘结式轴套精磨外圆、端面示意图。
设计背景:
大锥度轴、套、薄壁工件等精加工,一般都要配作专用轴(或套)来完成。利用加工件轴(或套)互为基准,轴和套用粘结剂粘结后精加工,省去芯轴,也能保证精度。针对厂里加工使用弹性夹头多、都要配作对应工具芯轴精加工,采用粘结式精加工取得了很好的效果,满足了生产需要。
粘结加工过程要点:
根据有些粘结剂粘结力强、干得快、温度稍高即开特点,采用工件配合光面粘结后加工方法,解决配套工件精加工。
粘结加工原理特点:
1.粘结前要用丙酮或酒精清洗配合粘结面、粘结剂要涂稀点、两工件要相互转动、研合后粘结。
2.加工前要检查粘结力,轻轻敲击,检验是否牢固,加工时吃刀量、进给量要小。
3.已开弹性槽工件的改制、修复要配制一修复加工定位套,内外定位粘结完成后退出套加工。
4.加工完后采取用铜棒敲击或适当加温方式使工件分离,然后清除工件粘结剂等杂物。(https://www.xing528.com)
5.适用于大角度,薄壁工件等夹持困难精加工工件。
使用效果:
河北普烁发动机缸体有限公司在制造工装弹性夹头等工具零件时,采用粘结工艺减少了工装芯轴设计加工,加工零件质量稳定、加工方便。同时为已开弹性槽弹性夹头的修复和改制提供了新方法。
图4.38-1为粘结式轴套精磨外圆、端面示意图。
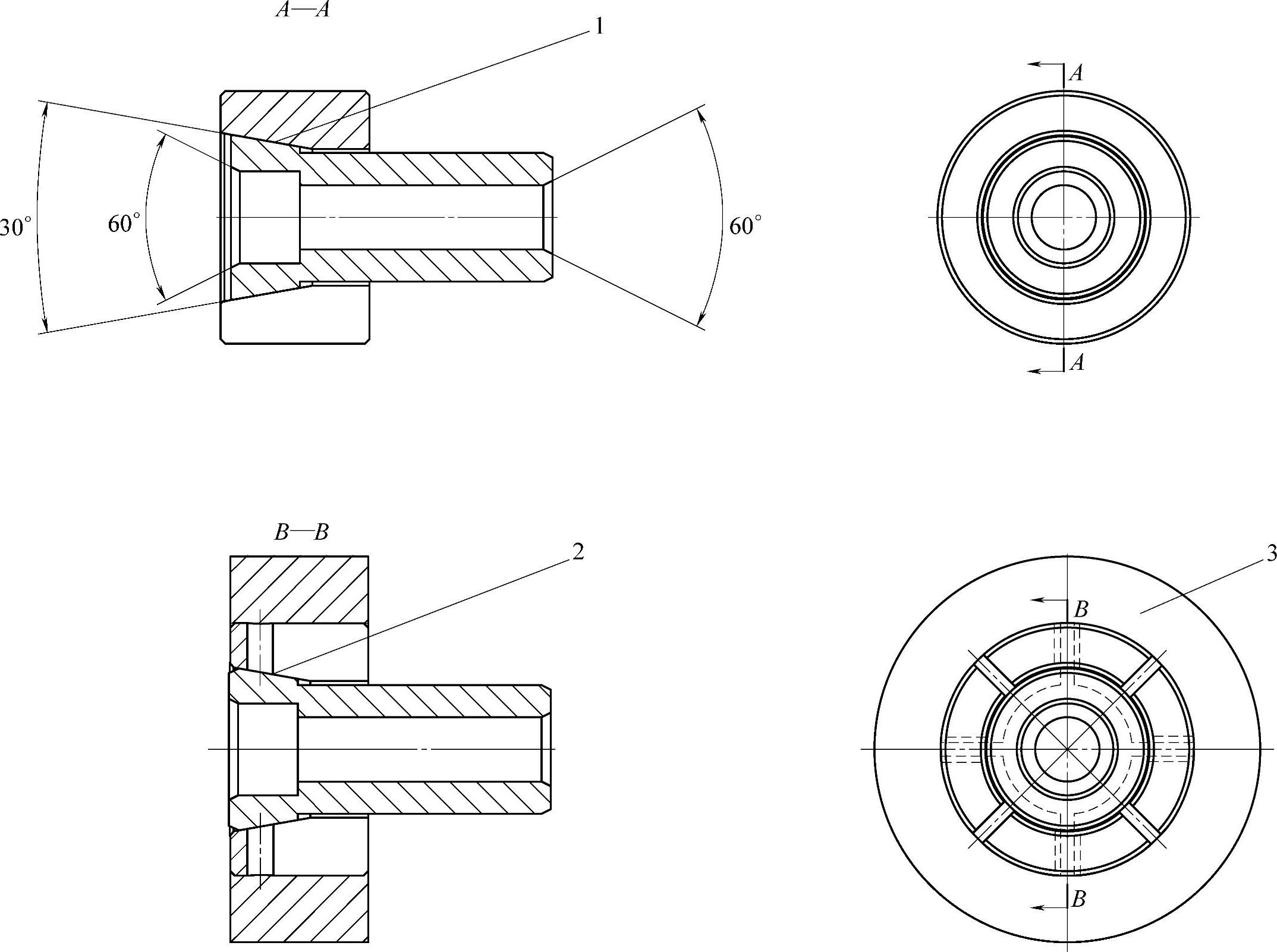
图4.38-1 粘结式轴套精磨外圆、端面示意图
1—未开弹性槽前粘结加工外圆端面 2—开槽后弹性套粘结修复外圆端面 3—修复加工定位套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。