



【摘要】:图4.31-1为磨外圆可调拨块示意图。图4.31-1 磨外圆可调工件拨块示意图1—机床旋转拨盘 2—拨块体 3—紧固螺钉 4—拨块紧固螺钉 5—可调拨块 6—车头顶尖图4.31-2 工件尾部示意图
设计背景:
外圆磨床通常磨外圆是用工件夹头夹紧工件柄部,通过拨杆带动工件旋转加工。20世纪70年代,工具厂加工钻头产量大、锥柄种类多、钻头刃部磨外圆采用铁皮开口夹头卡钻头扁尾加工,大量生产、磨削冲击力大、工装损坏严重,有时飞件伤人不安全,针对生产加工需要,改进了磨工件外圆磨可调拨块,用可调整拨块代替夹头,实现快速上、下工件,一套工装可加工多品种产品。
设计加工过程要点:
1.利用机床拨杆安装螺纹孔,设计架体固定式、拨块可调式结构工具。
2.拨块体为弯头形,上端钻安装螺钉孔,弯头凸台铣通槽装可调拨块,上端钻铰螺纹孔,调整、紧固可调拨块。
3.可调拨块安装面铣装螺钉长槽可上下调整。
4.工装件用45钢调质处理,可调整拨块头部高频处理。
工装结构特点:
拨块体2用紧固螺钉3对称安装于机床旋转拨盘1,拨块体凸台端面铣出通槽装可调拨块5,通过端面槽上端螺纹孔、螺钉4紧固拨块,可调拨块安装面加工螺钉长槽、可旋螺钉4调整,调好后紧固。
使用效果:(https://www.xing528.com)
可调拨块刚性好、耐磨耐用、更换产品规格只需调整拨块即可,不用再更换工装,适用于大批量、多品种、同类型产品加工。
图4.31-1为磨外圆可调拨块示意图。
图4.31-2为工件尾部示意图。
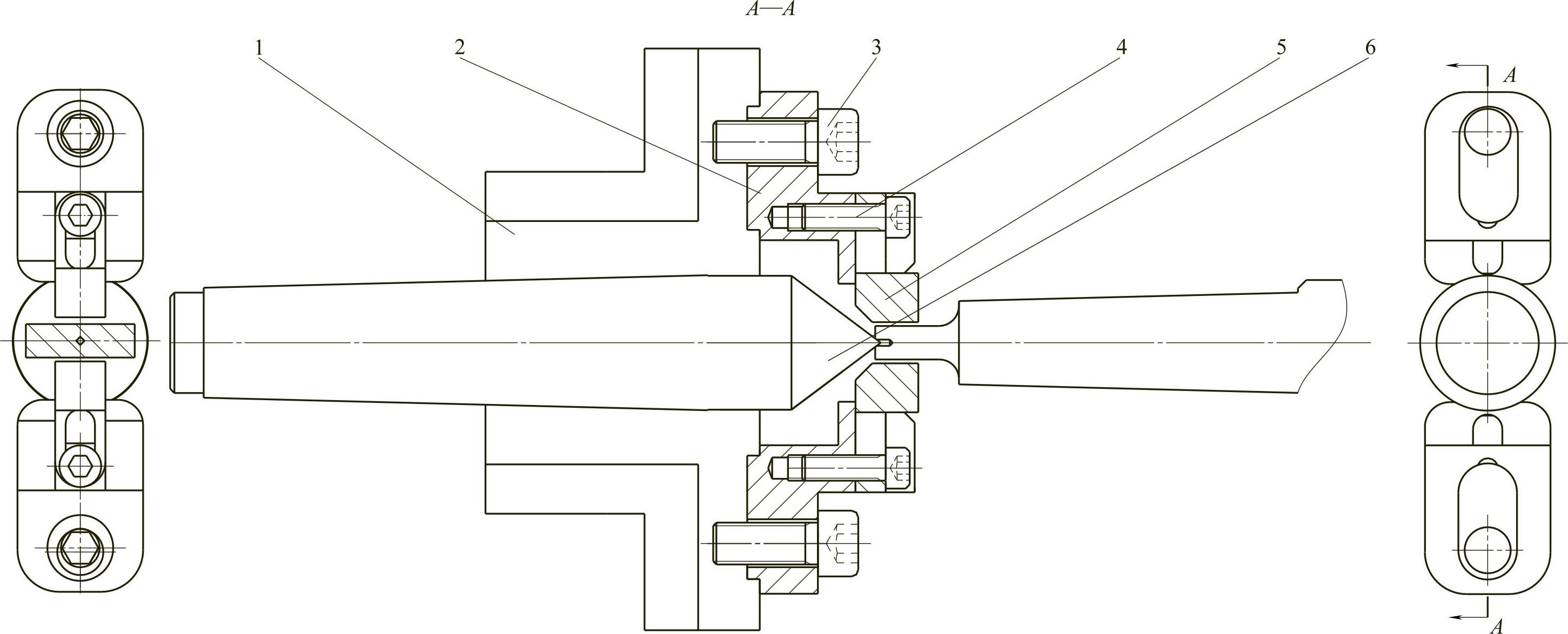
图4.31-1 磨外圆可调工件拨块示意图
1—机床旋转拨盘 2—拨块体 3—紧固螺钉 4—拨块紧固螺钉 5—可调拨块 6—车头顶尖
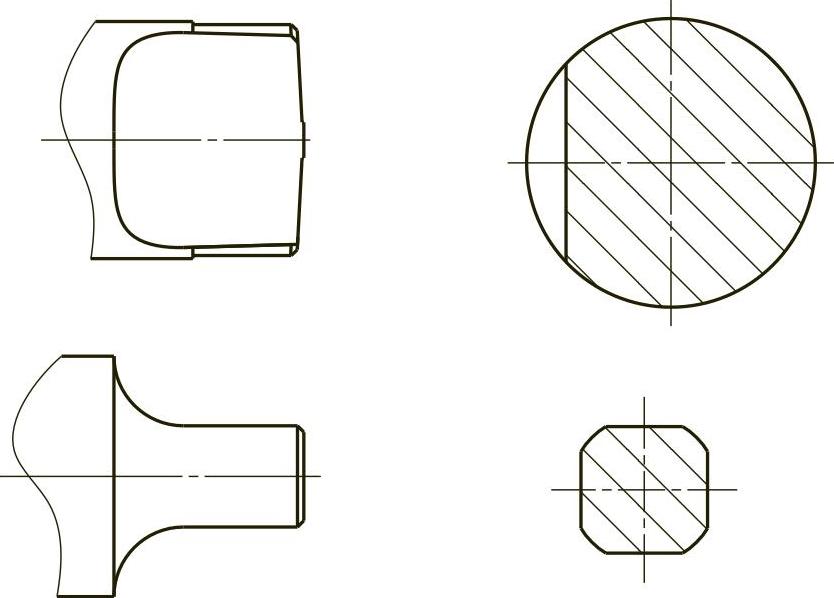
图4.31-2 工件尾部示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。