



【摘要】:针对圆柱工件铣槽,我们设计制作了“多工件加工活动钳口”工装,可缩短加工辅助时间,提高工效。图4.28-1 多工件加工活动钳口装配示意图1—钳口导轨座 2—前后盖板 3—压紧螺钉 4—顶紧螺栓 5—左右挡板 6—紧固螺钉 7—钳口顶板 8—双向钳口 9—左右钳口 10—弹簧图4.28-2 活动钳口放大示意图
设计背景:
一些圆柱工件进行铣槽、磨端面、齿形等加工,过去是用平口钳、V形块、自定心卡盘(三爪卡盘)来夹持加工,单件加工效率低。针对圆柱工件铣槽,我们设计制作了“多工件加工活动钳口”工装,可缩短加工辅助时间,提高工效。
设计加工过程要点:
1.根据V形块定位精度高的优点,设计多个V形块组合夹具。钳口导轨座为150mm×50mm×50mm长方体,中间加工通槽,上面钻铰螺纹孔装前后盖板,左右钻铰螺纹孔装左右挡板,中间铣通槽漏铁屑等。
2.V形块为双面对称结构,两侧钻孔装弹簧(开、合装件方便),两端V形块为单向V形槽,通过上面盖板、左右挡板装入钳口导轨座,由螺栓、顶块顶紧V形块夹紧工件加工。
工装结构原理特点:
钳口导轨座1内槽装双向钳口8,两端装左右钳口9,钳口端面装弹簧10。上面用两块盖板2和螺钉3压紧定位,左右挡板5由紧固螺钉6紧固在导轨座两端,通过挡板中间螺栓4、钳口顶板7夹紧工件。
使用效果:
加工不同直径的圆柱工件,可调整双向钳口数量和顶板厚度。多工件加工省时、省力、加工效率高。(https://www.xing528.com)
图4.28-1为多工件加工活动钳口装配示意图。
图4.28-2为活动钳口放大示意图。
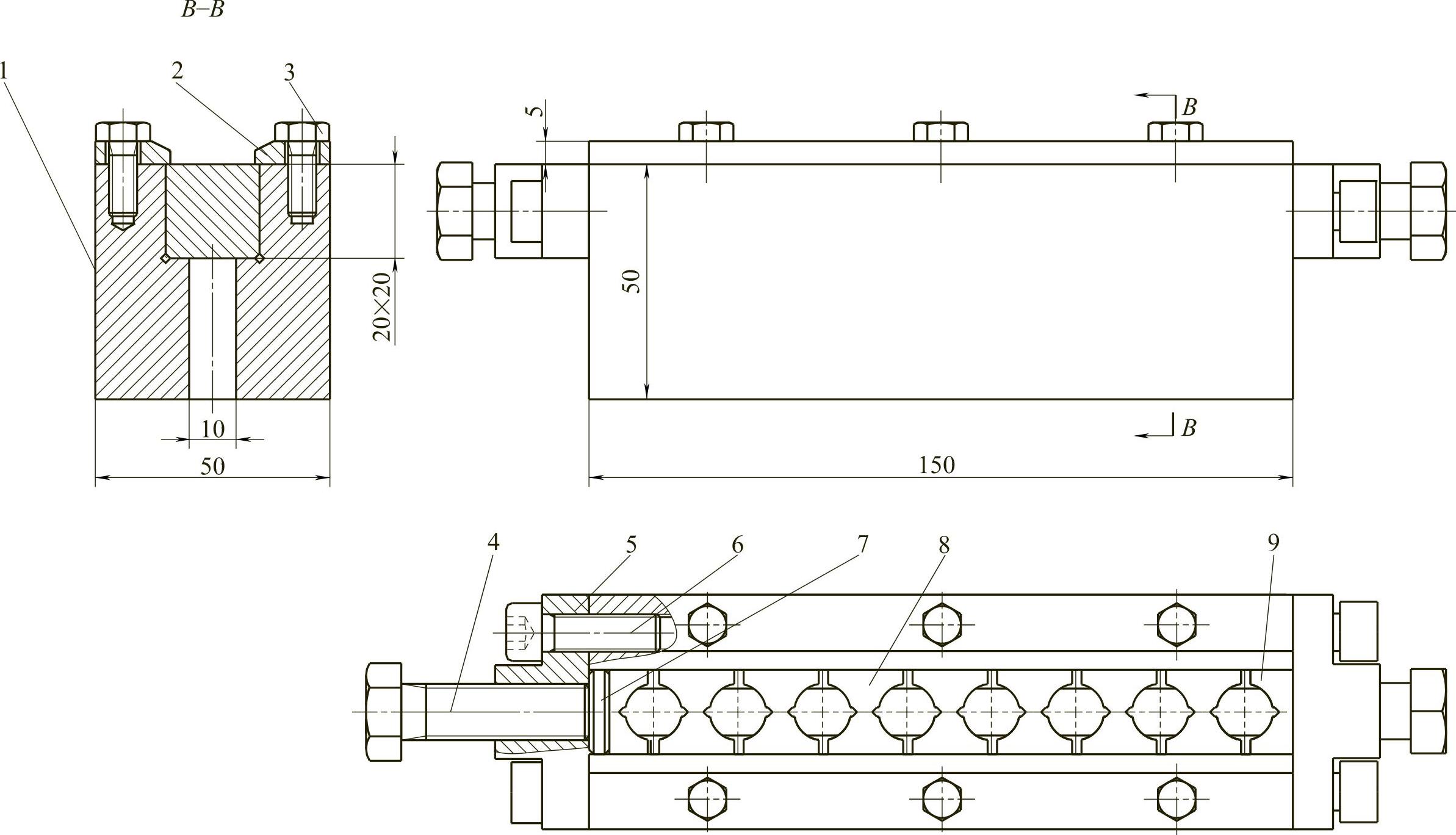
图4.28-1 多工件加工活动钳口装配示意图
1—钳口导轨座 2—前后盖板 3—压紧螺钉 4—顶紧螺栓 5—左右挡板 6—紧固螺钉 7—钳口顶板 8—双向钳口 9—左右钳口 10—弹簧
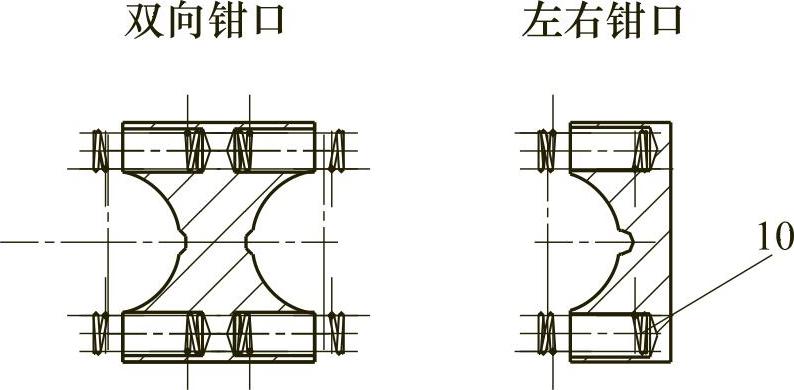
图4.28-2 活动钳口放大示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。