



【摘要】:锥度三爪夹持带锥度铸件加工、夹锥柄定位方便可靠。图4.27-1为反锥度三爪夹锥柄铣扁尾加工示意图。图4.27-2为正锥度三爪夹铸件镗内孔示意图。
设计背景:
钻头、刀柄等带锥度柄工件扁尾要求和工件锥柄同轴、对称。20世纪70年代,加工扁尾是用带内锥度弹簧夹具装夹加工,装夹费力、品种更换夹具费时。由于弹簧夹头夹持范围有限,经常出现夹件不紧、定位不准、打刀、废品等现象,根据生产需要,利用旧自定心卡盘(三爪卡盘)在内圆磨床磨出1∶20反锥度,设计了铣钻头扁尾夹具。20世纪90年代,为程杰公司转向机壳体加工制作了夹铸件正锥度自定心卡盘,工装具有定位好、夹紧力大、适用各种品种铸件带锥度加工。
设计加工过程要点:
1.根据产品零件、铸件锥度,改磨制卡盘三爪。
2.磨制三爪时要把三爪调整到工件夹持尺寸大小,爪面与工件贴合。
3.调整好尺寸大小后要用压板压紧三个爪块加工,减小三爪间隙,锥度三爪可用普通三爪车、磨改制。
4.图4.27-2所示壳体夹铸件尾部锥柄加工,为了减少三爪和工件伸出量,爪块去掉一个半凸台,让三爪内锥度面和工件端面贴紧,使切削加工更加牢靠。
锥度三爪结构特点:
由于三爪可自由伸缩,不受直径限制,自锁力强,只要锥度吻合即可夹持。锥度三爪夹持带锥度铸件加工、夹锥柄定位方便可靠。一种锥度不同型号、不同直径工件都能装夹,正、反锥度三爪改制应用,扩大了普通卡盘使用功能。
加工注意事项:(https://www.xing528.com)
锥度三爪可用软爪或旧三爪改制,最好在内圆磨床加工锥度。
图4.27-1为反锥度三爪夹锥柄铣扁尾加工示意图。
图4.27-2为正锥度三爪夹铸件镗内孔示意图。

图4.27-1 反锥度三爪夹锥柄铣扁尾加工示意图
1—铣扁尾刀 2—锥柄工件 3—带锥度三爪
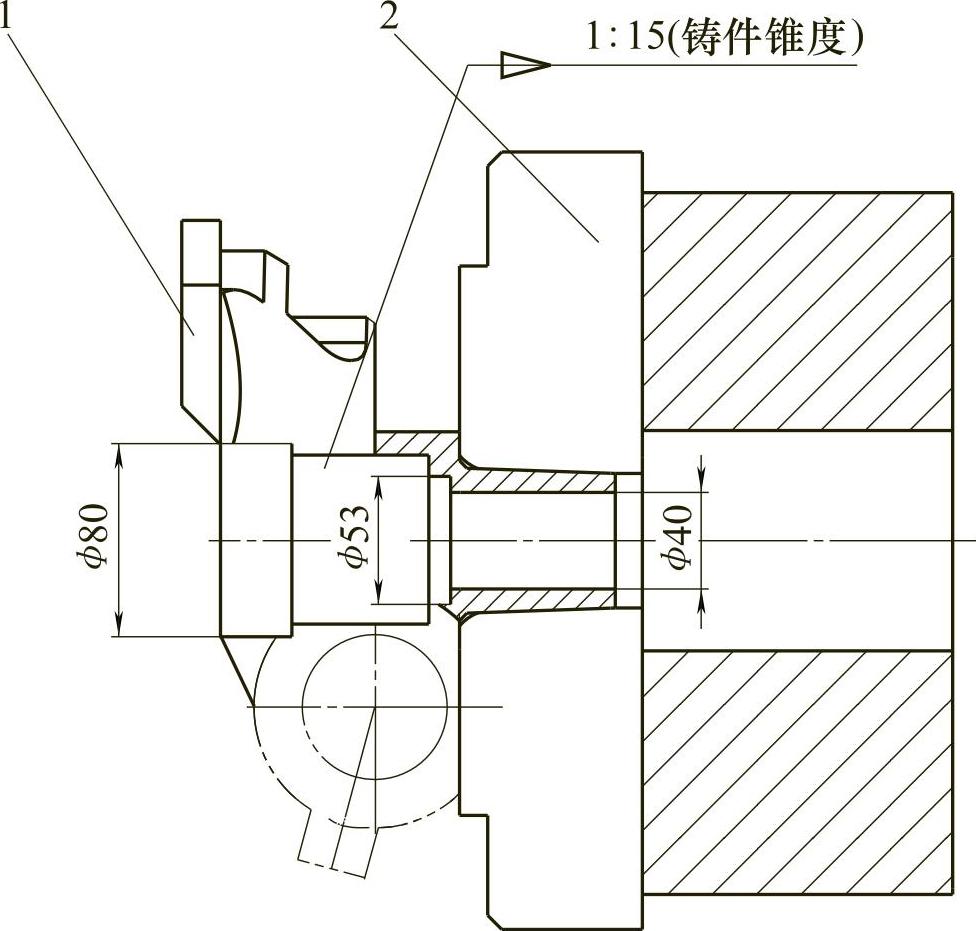
图4.27-2 正锥度三爪夹铸件镗内孔示意图
1—壳体铸件 2—带锥度三爪
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。