



设计背景:
20世纪90年代,工具厂承接外贸出口产品不锈钢阻尼器零件,阻尼器工件内孔阶梯小孔、外圆左螺纹带凸台,精度、位置度要求高,过去加工是在仪表机床,效率低、质量不过关,我们通过不断研究、改进工艺、工装,设计了随行浮动夹具,提高了效率和质量,保证了正常生产。设计加工过程要点:
1.改变仪表机床加工工艺,设计以外圆左旋螺纹定位工装,钻、铰孔全部在小台钻浮动流水线加工。
2.设计阻尼器随行夹具体,夹具体用40Cr调质处理,ϕ130×40上下面平磨后精镗定位套孔,底部车止口装工件、减轻工装重量、摩擦阻力、周边配钻、铰顶丝、手柄等螺纹孔。
3.装工件螺纹套外径与夹具体孔紧配合,内孔螺纹部分长度8mm,其余部位铰孔,工件外圆定位,螺纹套外圆加工要制作以孔和内螺纹定位轴外圆磨配磨。
4.随行夹具体定位尺寸H1、定位螺纹套定位尺寸H一致性要保证,确保批量生产工件的定位准确和加工精度。
5.流水线采用水泥台面、台钻圆周安装、台钻间用工装转运板连接,冷却为一个水箱冷却泵,分支开关控制冷却(图4.25-4)。
随行夹具结构原理特点:
工装为圆盘式,多件装夹随行夹具体1,孔、面精加工后装配定位螺纹套3,通过顶丝4顶紧,外圆装手柄6操作转位加工,工件2从底部装入螺纹套加工(左螺纹,定位牢)。钻、铰孔质量稳定、工效高。
“精密孔随行夹具”的应用为小孔工件钻床加工提供了新工艺。
图4.25-1为台钻加工精密小孔随行夹具示意图。
图4.25-2为工件螺纹定位套示意图。
图4.25-3为工件图。(https://www.xing528.com)
图4.25-4为台钻加工精密小孔钻、扩、铰流水线示意图。
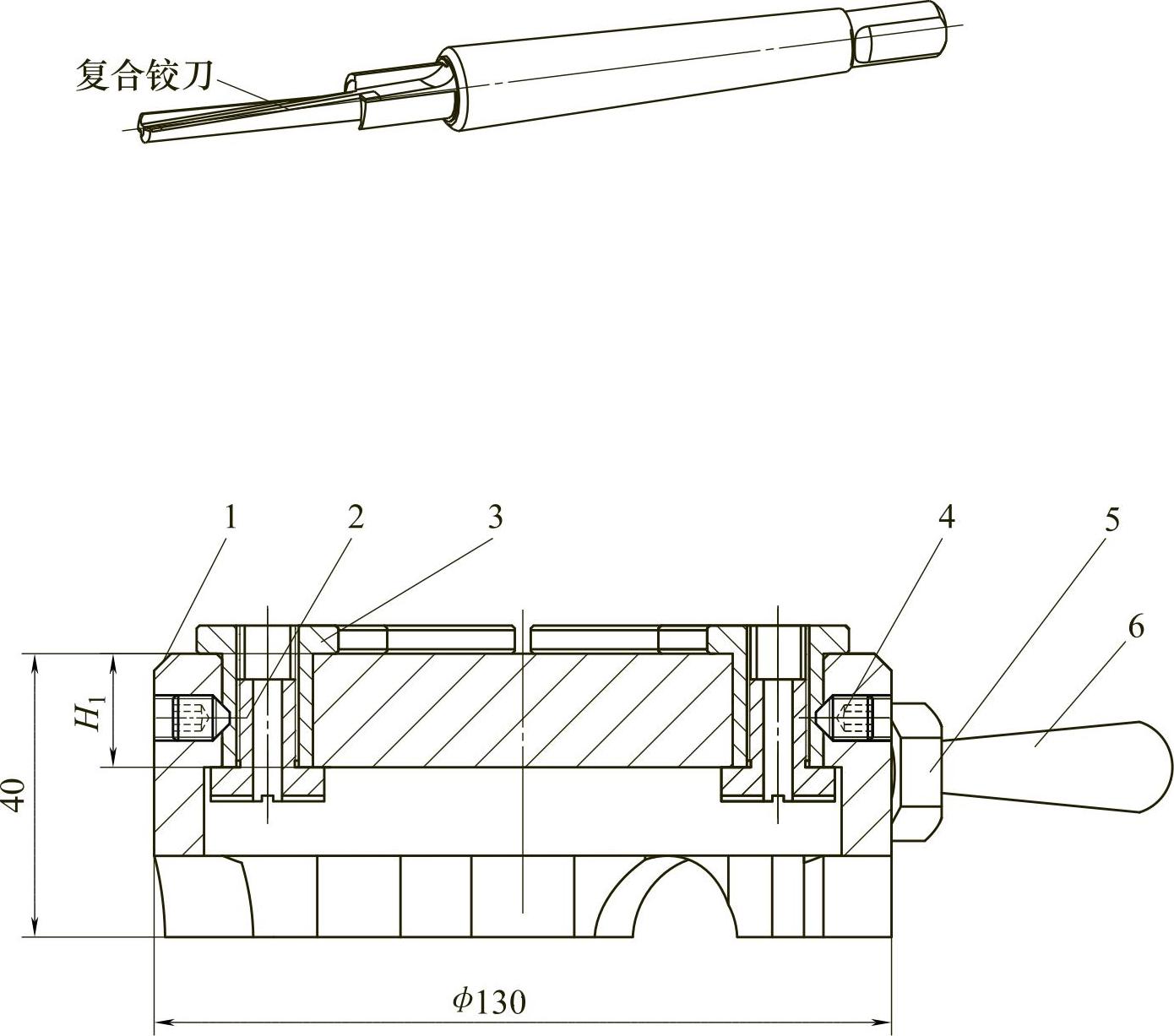
图4.25-1 台钻加工精密小孔随行夹具示意图
1—随行夹具体 2—工件 3—定位螺纹套 4—顶丝 5—锁紧螺母 6—手柄
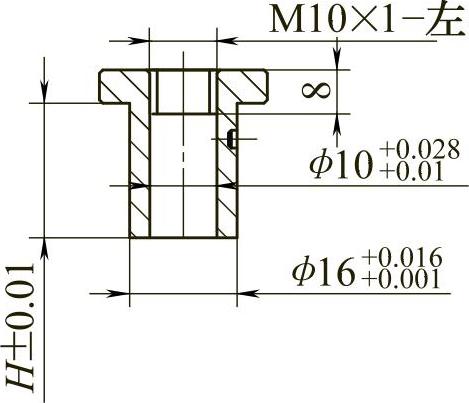
图4.25-2 工件螺纹定位套示意图
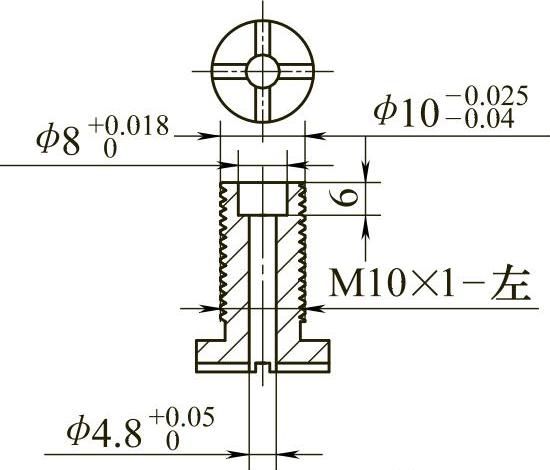
图4.25-3 工件图
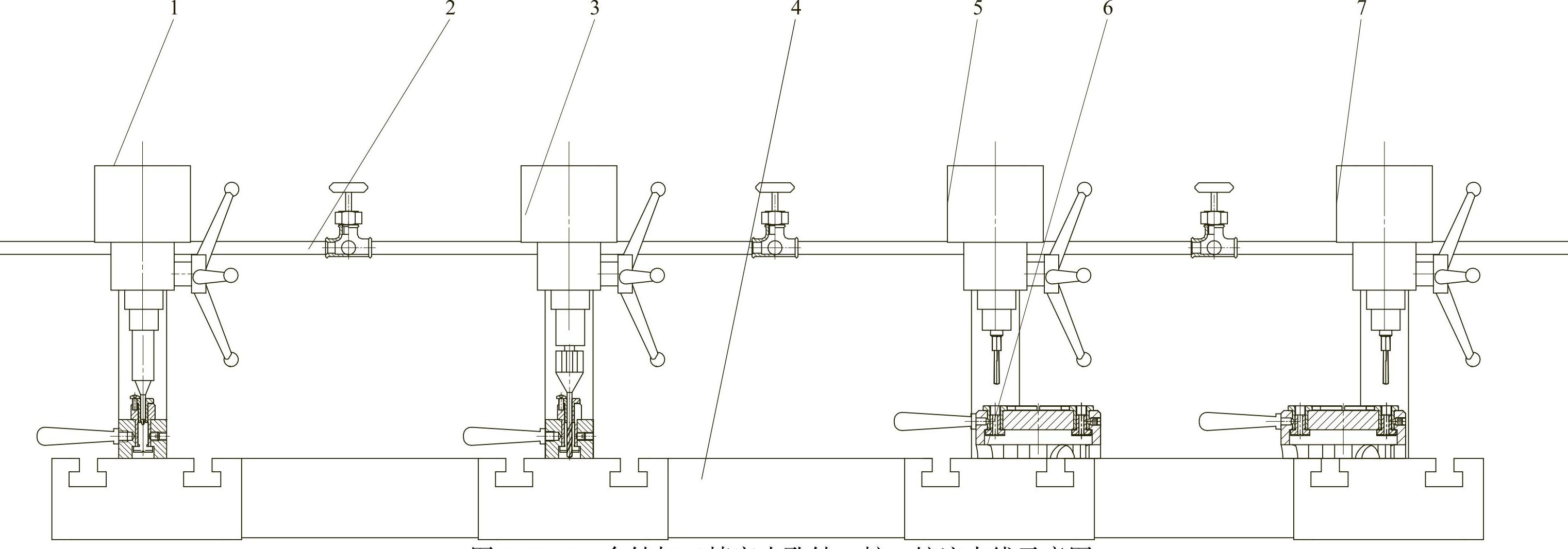
图4.25-4 台钻加工精密小孔钻、扩、铰流水线示意图
1—钻中心孔 2—冷却循环管路 3—粗钻底孔 4—工装转运连接板 5—粗铰孔 6—随行夹具 7—精铰孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。