



【摘要】:设计过程要点:1.根据产品需防渗部位,设计制作不同套、盖。采用封闭、密封结构方法解决防渗问题。工件防渗部位为锥度花键和螺纹。图4.24-2所示为转向螺杆防渗套示意图。防渗套的应用能为国家节约大量能源,具有普遍推广意义。
设计背景:
机动车在行驶中承受较大的冲击力,轴类部件常用20CrMnTi渗碳后淬火来获得较好力学性能,但螺纹、花键等部位不允许淬火,只有采取加热渗碳后车掉渗碳层再去淬火。批量生产耗费时间、能源消耗大。1999年我们根据不同产品制作了防渗套后防渗效果良好,减少了机加工序,节约了能源。
设计过程要点:
1.根据产品需防渗部位,设计制作不同套、盖。采用封闭、密封结构方法解决防渗问题。
2.转向摇臂轴螺纹和花键部位不允许渗碳淬火,利用花键和轴端连接部位θ倒角制作内倒角密封套,轴左端螺纹制作封口螺母(两件也可焊接在一起),渗碳前螺纹套进入花键右轴锥角即可实现防渗。
3.图4.24-2为转向螺杆防渗套结构设计,左端外圆要求淬火后配钻销孔,设计密封外套套入轴、通过长螺栓、垫圈、螺母紧固密封。
4.为了防渗零件能重复使用,材料选用耐高温、不脱皮材料。
工具结构原理特点:
图4.24-1所示为摇臂轴锥度花键、螺纹防渗套示意图。工件防渗部位为锥度花键和螺纹。防渗套2通过锥度花键与轴过渡斜角锥度面密封,封口螺母内螺纹锁紧防渗,比其他防渗工艺效果显著。(https://www.xing528.com)
图4.24-2所示为转向螺杆防渗套示意图。工件防渗部位为螺杆尾部,防渗套3由垫圈2、锁紧长螺栓5和螺母1紧固于工件左端,达到防渗目的。
防渗套的应用能为国家节约大量能源,具有普遍推广意义。
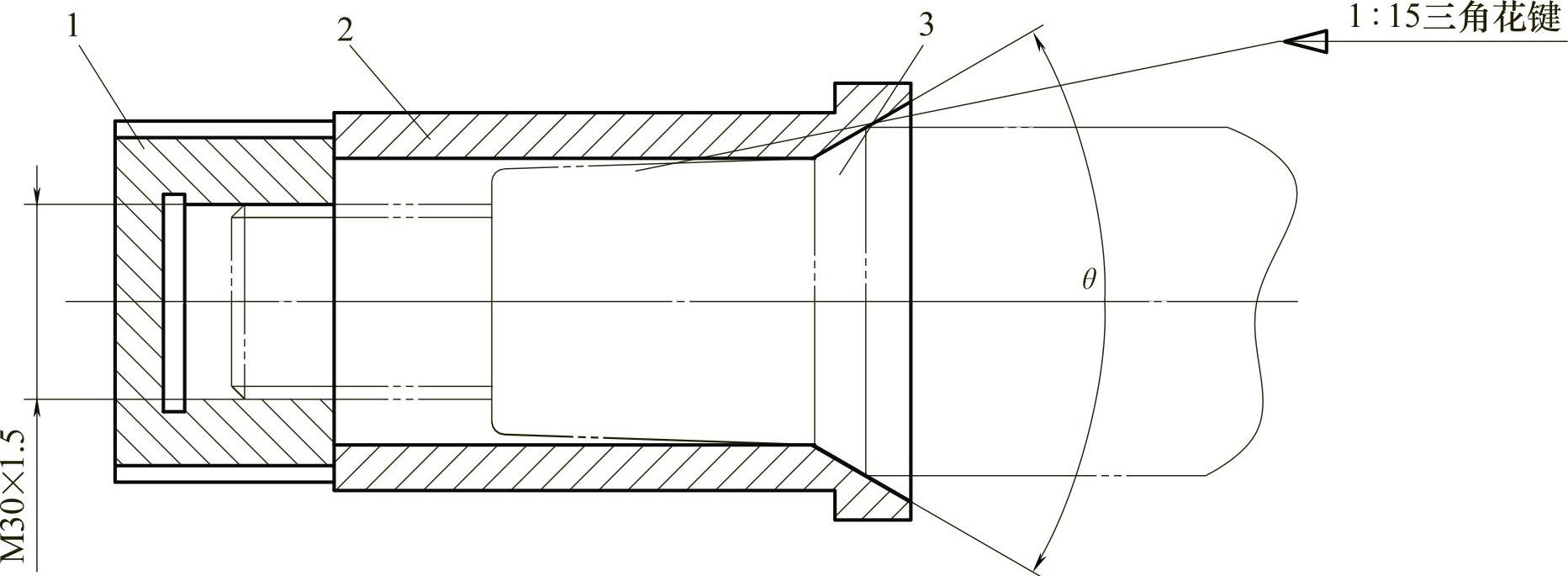
图4.24-1 摇臂轴防渗套示意图
1—封口螺母 2—防渗套 3—工件(螺纹和花键部位防渗处理)
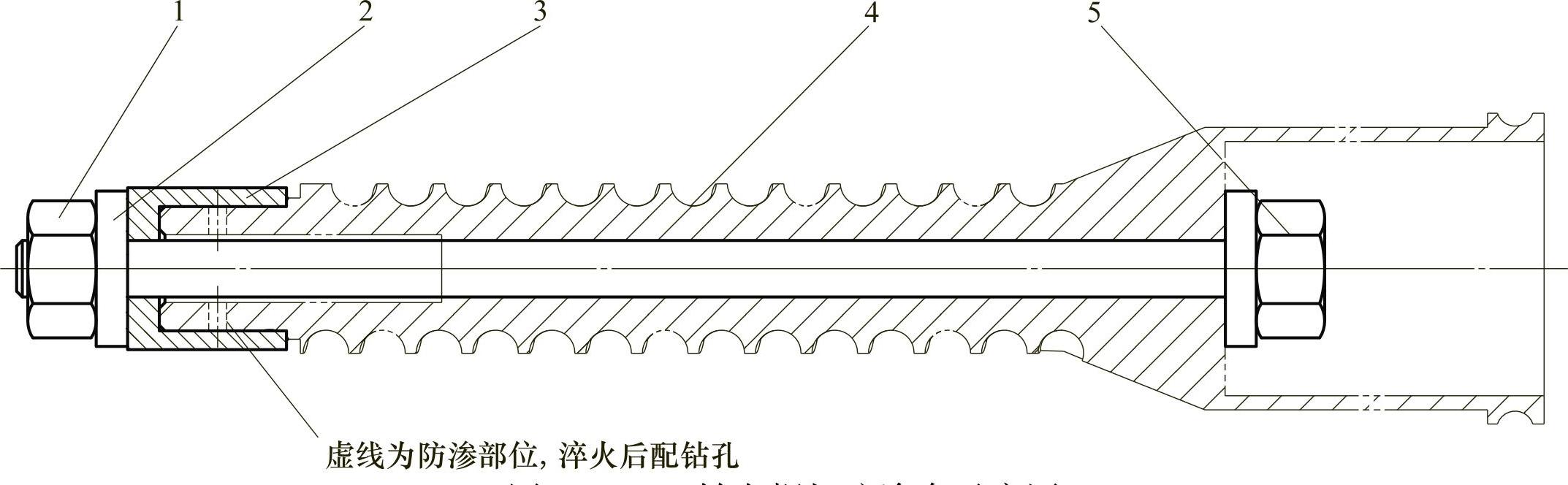
图4.24-2 转向螺杆防渗套示意图
1—螺母 2—垫圈 3—防渗套 4—工件 5—锁紧长螺栓
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。