



设计背景:
可换端头是可转位螺旋立铣刀头部连接体,组合定位精度高、用量大。由于圆周铣有四齿、六齿螺旋沟槽,过去一般是用自定心或单动卡盘打表校正端面、外圆精磨内孔。打表校正费时,定位差。改进由导向插轴定位,利用偏心轮、拉板拉紧,装卡迅速、方便,可大大提高定位精度、加工效率。
设计加工过程要点:
1.端头磨内孔前半精车、平面粗磨过、一致性较好,设计以孔定位工装,偏心拉紧式结构。
2.夹具体右端孔淬火后与机床轴配磨,端面钻三个紧固螺钉孔,左端ϕ100mm圆装可前后移动定位套,端面镗孔装导向套,夹具体中间铣成三角形,中心加工12mm通槽装工件拉紧板。
3.工件拉紧板厚度为12mm,装入夹具体槽内,左端凸边钻对称螺钉孔,通过螺钉与拉板连接,移动工件。
4.工件拉紧板内孔套装夹具体圆定位,左端对称开口铣通,只留两个凸边,左端对称加工长槽装工件压板,通过螺钉和弹性槽调整、锁紧压板。
5.偏心轮根据顶块、拉板右内端面距离设计外圆和钻、铰偏心孔,装入偏心轮轴转动要保证工件压紧、装取方便。
6.导向轴、导向套根据品种设计、更换。(https://www.xing528.com)
工装结构原理特点:
夹具体3,左端装定位套1、定位套前端凸边装工件压板2,用螺钉15锁紧,右端工件拉紧板7装入夹具体槽内用螺钉6和拉板紧固连接,工件通过导向轴5插入导向套4定位,通过转动偏心轮轴12带动偏心轮转动,顶块9紧贴偏心轮、挤动工件拉紧板后移,拉紧工件14,抽出导向轴即可磨工件内孔。
插轴定位、偏心拉紧式磨端头工装,改变了自定心卡盘、单动卡盘的传统加工方式。减轻了操作工人装卡工件的劳动强度,而且具有定位好、加工效率高优点。
图4.21-1为偏心轮拉紧工装端头磨内孔示意图。
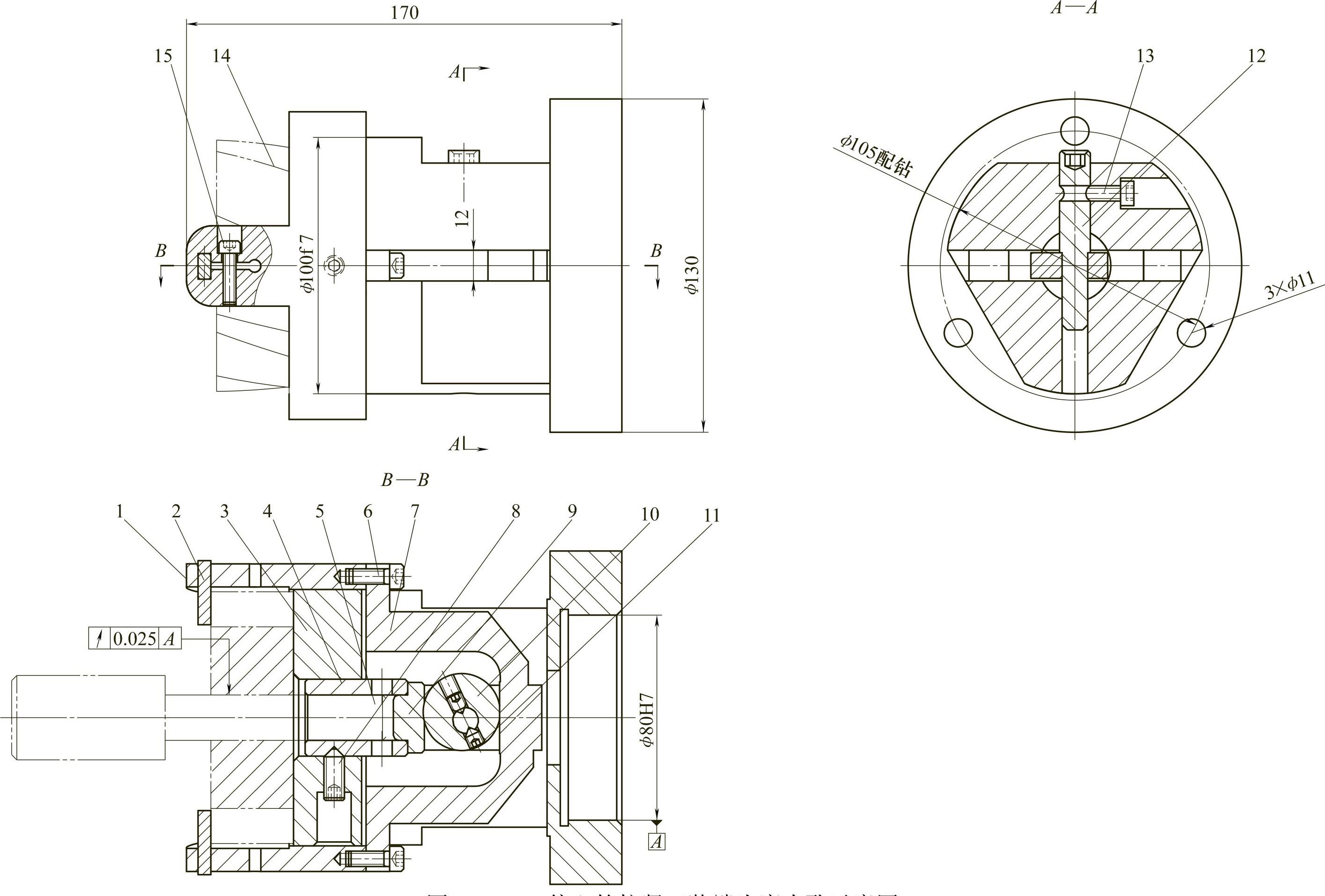
图4.21-1 偏心轮拉紧工装端头磨内孔示意图
1—定位套 2—工件压板 3—夹具体 4—导向套 5—导向轴 6—压板锁紧螺钉 7—工件拉紧板 8—导套顶丝 9—顶块 10—偏心轮 11—紧定螺钉 12—偏心轮轴 13—圆槽定位螺钉 14—工件 15—压板调整螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。