



【摘要】:线切割机床一般没有分度装置,根据生产需要,改制了线切割多边形六方模块解决了加工问题。图4.19-1 线切割六边形示意图1—工件 2—顶工件螺钉 3—分度模块 4—模块定位调整螺钉 5—调整挡板 6—锁紧螺母 7—压紧螺钉 8—压板 9—模块压紧螺钉 10—V形块
设计背景:
在加工硬质合金刀具时,有些工件需要线切割正六边形。线切割机床一般没有分度装置,根据生产需要,改制了线切割多边形六方模块解决了加工问题。
设计加工过程要点:
1.采用模块转位构思,设计专用V形块定位、工件装入模块夹具、转位加工。
2.V形块长方形,两端加工120°、90°V形槽各一个,可用来加工六边、八边等多边形工件,立面加工对称装压板方槽,装压板螺钉压紧模块。
3.压板加工成钩形,上面钻、铰螺纹孔装螺钉。工装结构原理特点:
分度模块3为正六边形,通过压板8上的压紧螺钉9压紧,模块孔内装工件1,用顶工件螺钉2顶紧加工。V形块10右端装调整挡板5,由螺钉7固定,通过模块定位调整螺钉4、锁紧螺母6,定位调整工件加工长度。(https://www.xing528.com)
使用效果:
模块式定位加工比用分度头加工定位简单、分度不易出差错、定位分度精度高,适合批量加工。设计多种角度模块,可在线切割机床加工各种多面体工件,也可用于钻、车、铣、磨等模块定位加工。
图4.19-1为线切割六边形示意图。
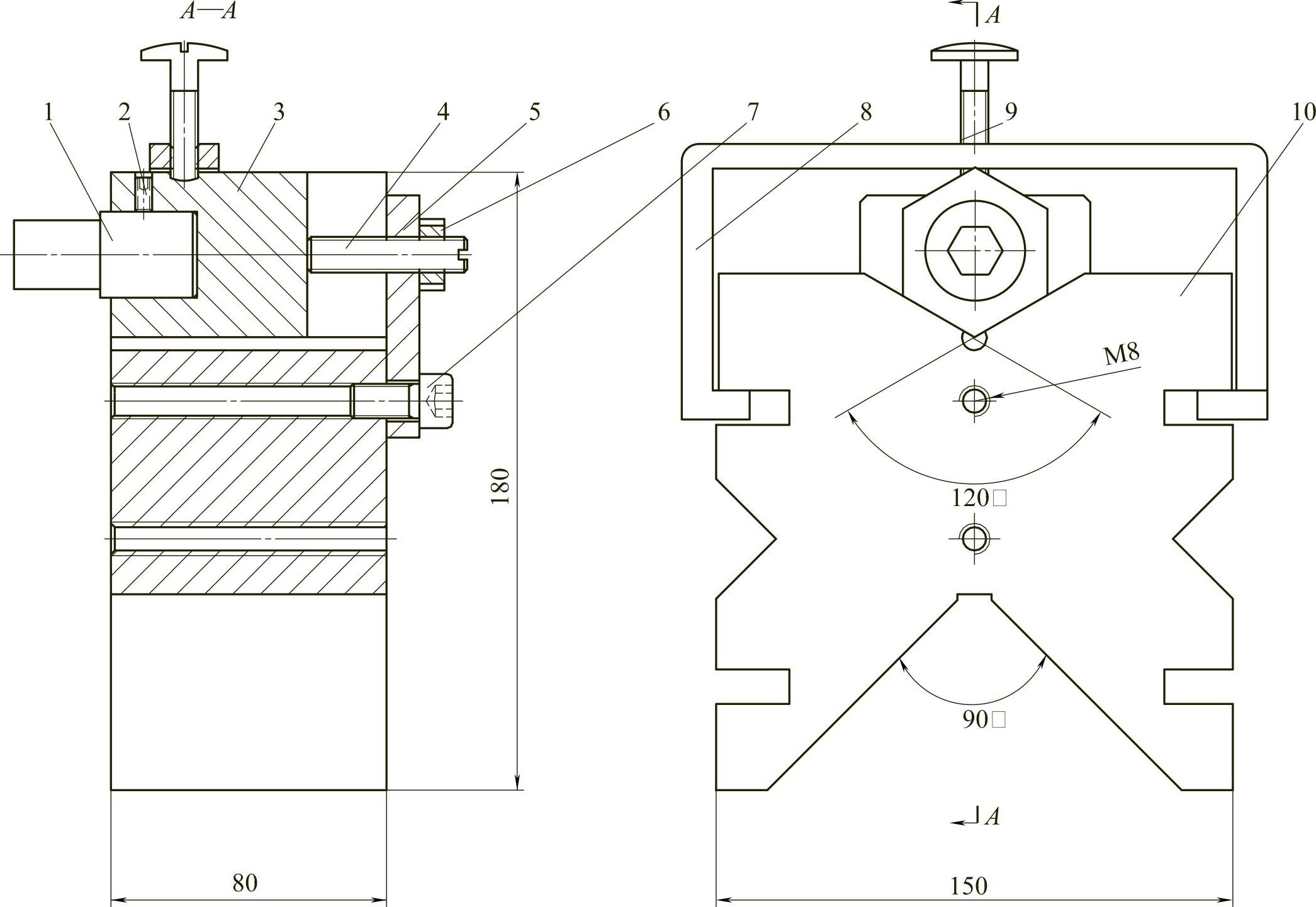
图4.19-1 线切割六边形示意图
1—工件 2—顶工件螺钉 3—分度模块 4—模块定位调整螺钉 5—调整挡板 6—锁紧螺母 7—压紧螺钉 8—压板 9—模块压紧螺钉 10—V形块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。