



设计背景:
工具车间是为一线生产专用刀具、工装备件车间。单、双角度铣刀,等大角度刀具品种多。刀具材料是高速工具钢,又黏又硬,手摇操作费力、铣削又不安全。革新设计了车大角度靠模工具,可自动走刀加工角度面,解放了工人手脚,质量、效率提高。
设计加工过程要点:
1.根据靠模加工原理设计车大角度装置,利用机床装跟刀架螺纹孔位置、空间、设计靠模底座,靠模带导轨转盘,轴承架和刀台连接板等。
2.底座中间有转盘定位孔、环形T形槽,与机床配钻安装孔。
3.转盘上面设有凸台导轨(保证加工面移动长度),下面定位圆轴和底座配合,钻T形槽螺栓通孔。
4.轴承架上面钻、铰螺纹孔,下面铣通槽装两个轴承定位轴,侧面钻、铰螺纹孔,用螺钉调整、紧固轴承定位轴。
5.靠模拉板中间铣螺钉沉孔通槽,供调整轴承架位置用,右端大头钻螺钉孔紧固于刀台(为紧固拉板,用旧刀台改制专用刀台,一个角铣45°角,便于装拉板),拉动小拖板跟随导轨角度移动(抽掉丝杠)。
工具结构特点:
底座10装于车床左侧大拖板底座,用底座固定螺栓12固定。靠模转盘8由两T形槽螺栓9调整紧固于底座。轴承架2下面槽装轴承定位轴3、轴承5,由外侧面四个螺钉调整紧固。轴承架2、靠模拉板1与刀台14连接(小拖板抽掉丝杠),当中拖板走刀时,刀台14、靠模拉板1、拉动轴承架2下面两轴承顺着靠模转盘8角度导轨走刀,车刀也随着移动,实现自动进退刀,车出角度。
图4.18-1为车大角度靠模原理图。
图4.18-2为拉刀沟形图。(https://www.xing528.com)
图4.18-3为角度铣刀工件图。
图4.18-4为锥齿轮角度示意图。
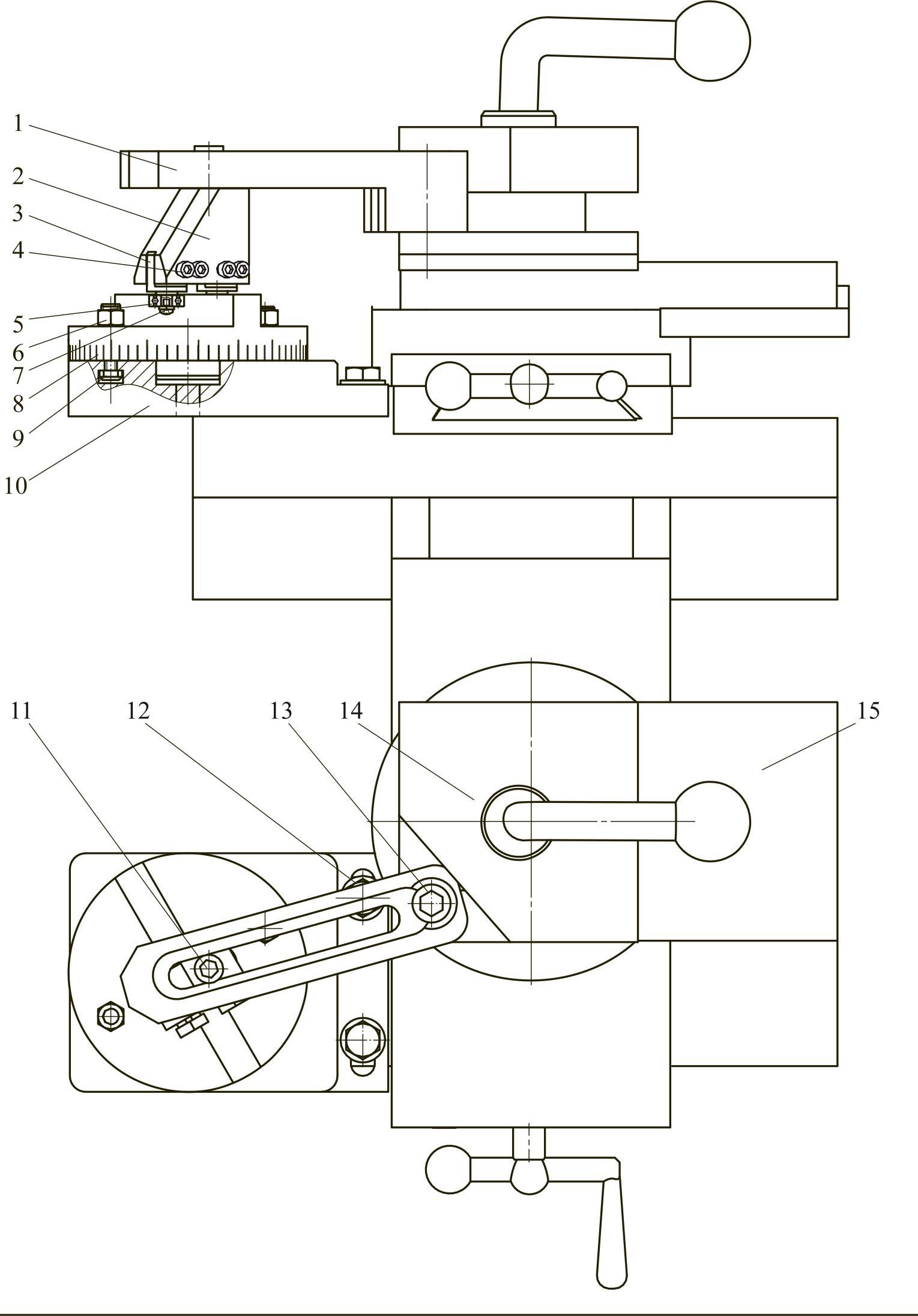
图4.18-1 车大角度靠模原理图
1—靠模拉板 2—轴承架 3—轴承定位轴 4—定位轴调整螺钉 5—轴承 6—螺母 7—锁紧螺钉 8—靠模转盘 9—T形槽螺栓 10—底座 11—拉板锁紧螺栓 12—底座固定螺栓 13—刀台连接螺纹轴 14—刀台 15—小拖板
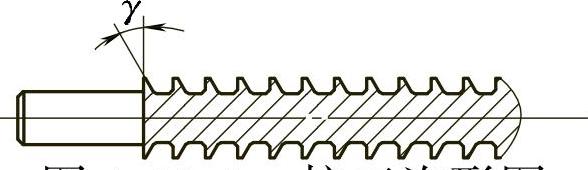
图4.18-2 拉刀沟形图

图4.18-3 角度铣刀工件图
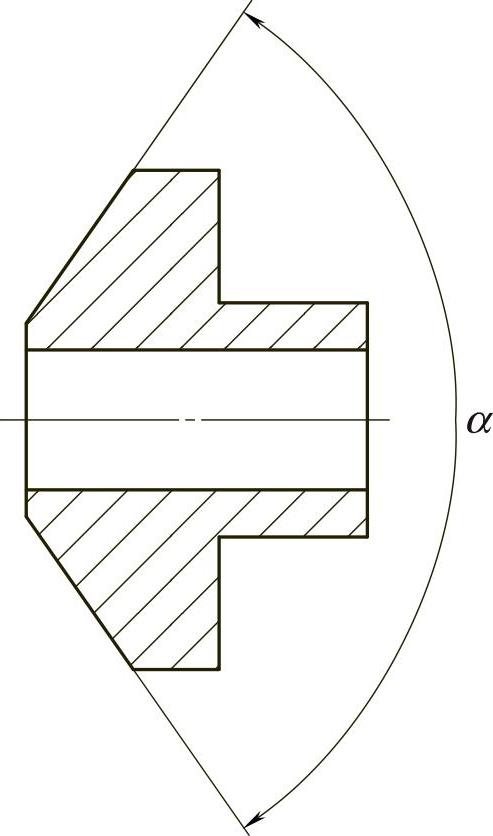
图4.18-4 锥齿轮角度示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。