



设计背景:
普通车床车偏心工件,一般是采取自定心卡盘加偏心垫片、划线单动卡盘校正线加工等方法加工偏心工件,对于机修、工具等配件车间,经常遇到加工偏心轴、套类零件。设计加工了可调偏心自定心卡盘工装,加工偏心工件大大方便,只要移动自定心卡盘就能调整加工偏心工件、归零位后当普通自定心卡盘使用。
设计加工过程要点:
1.设计与机床连接偏心底盘、转动偏心盘,通过定位轴装配连接,转位后实现车偏心加工。
2.底盘左端车止口ϕD与机床盘配车,端面钻、铰三个螺纹孔用于安装,右端加工ϕ30mm偏心距20mm通孔装定位轴,端面铣对称50°T形槽(与孔同心、钻ϕ13mm装螺钉通孔)。
3.转动偏心盘直径与自定心卡盘相同,镗偏心距20mm、ϕ40mm通孔配装定位轴ϕ40mm大头圆,右端车凸台与自定心卡盘止口配装、端面钻三个螺钉沉孔装螺钉与自定心卡盘紧固、钻两个T形槽螺栓孔通过两螺栓与底盘装配、调整偏心,加工偏心工件。
4.图4.15-2为摆动可调式偏心工装,自定心卡盘、偏心圆盘沿回转轴摆动调整,加工偏心工件。
偏心自定心卡盘结构特点:
如图4.15-1所示,工装底盘2、ϕ30mm偏心孔装定位轴1小头配合定位,旋转偏心盘3、偏心孔ϕ40mm装入定位轴大头,通过底盘端面T形槽、锁紧T形槽螺栓4调整紧,右端通过凸台与自定心卡盘8结合定位螺钉7紧固。由于底盘和旋转偏心盘偏心距一致,当旋转偏心盘螺钉孔回对称零位时自定心卡盘不偏心加工,左右转位即偏心加工、转角大偏心增大,最大可达15mm。
图4.15-1为可调偏心自定心卡盘装配示意图。
图4.15-2为摆动式可调偏心自定心卡盘装配示意图。(https://www.xing528.com)
图4.15-3为偏心距E及配重示意图。
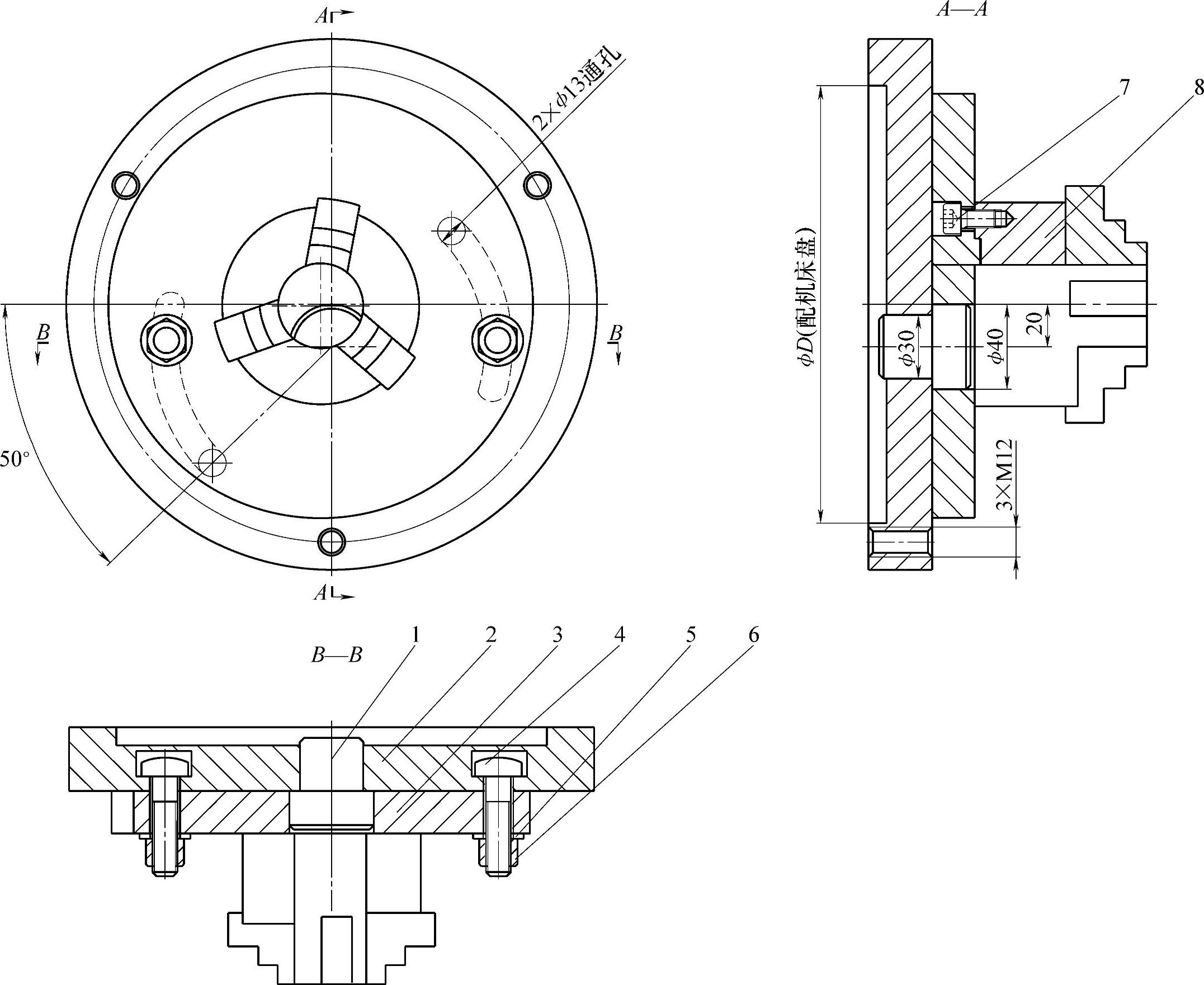
图4.15-1 可调偏心自定心卡盘装配示意图
1—定位轴 2—工装底盘 3—旋转偏心盘 4—锁紧T形槽螺栓 5—平垫 6—螺母 7—螺钉 8—自定心卡盘
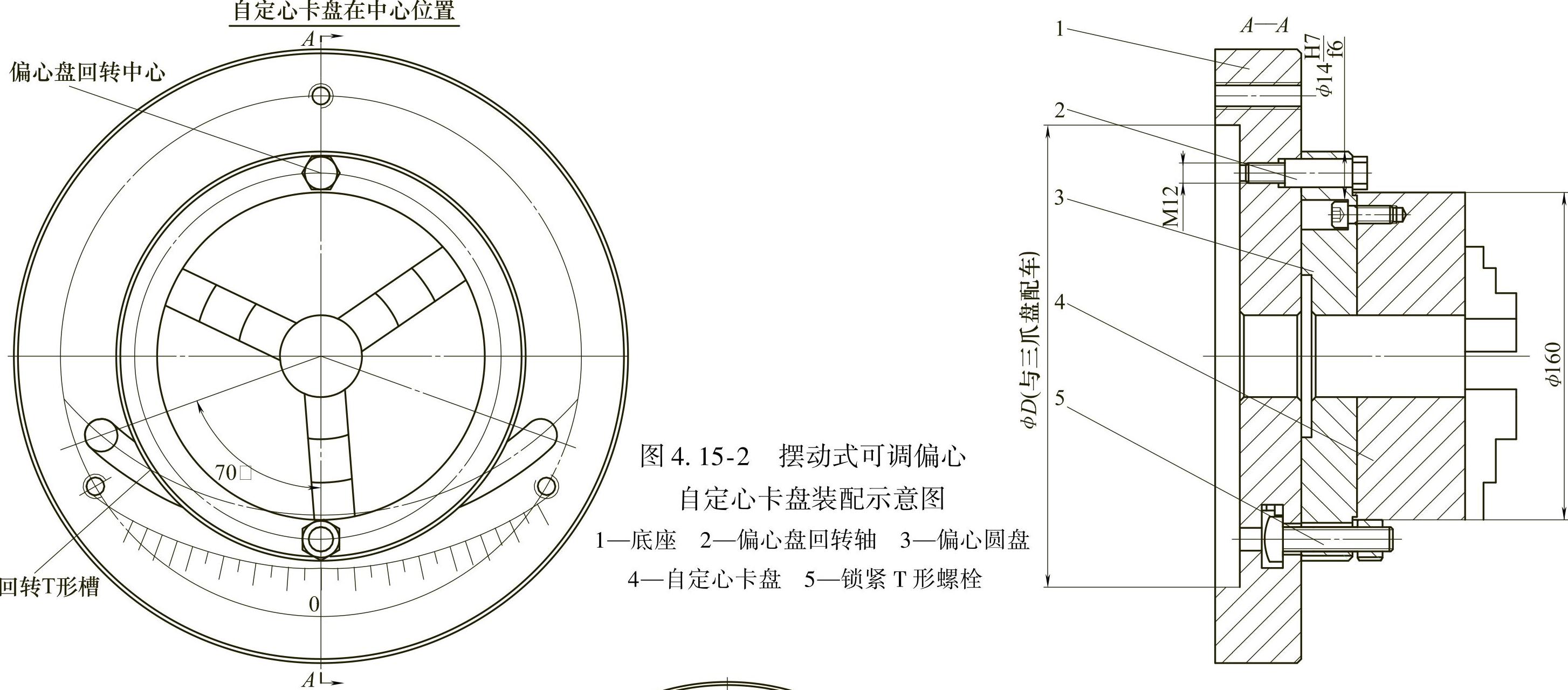
图4.15-2 摆动式可调偏心自定心卡盘装配示意图
1—底座 2—偏心盘回转轴 3—偏心圆盘 4—自定心卡盘 5—锁紧T形螺栓
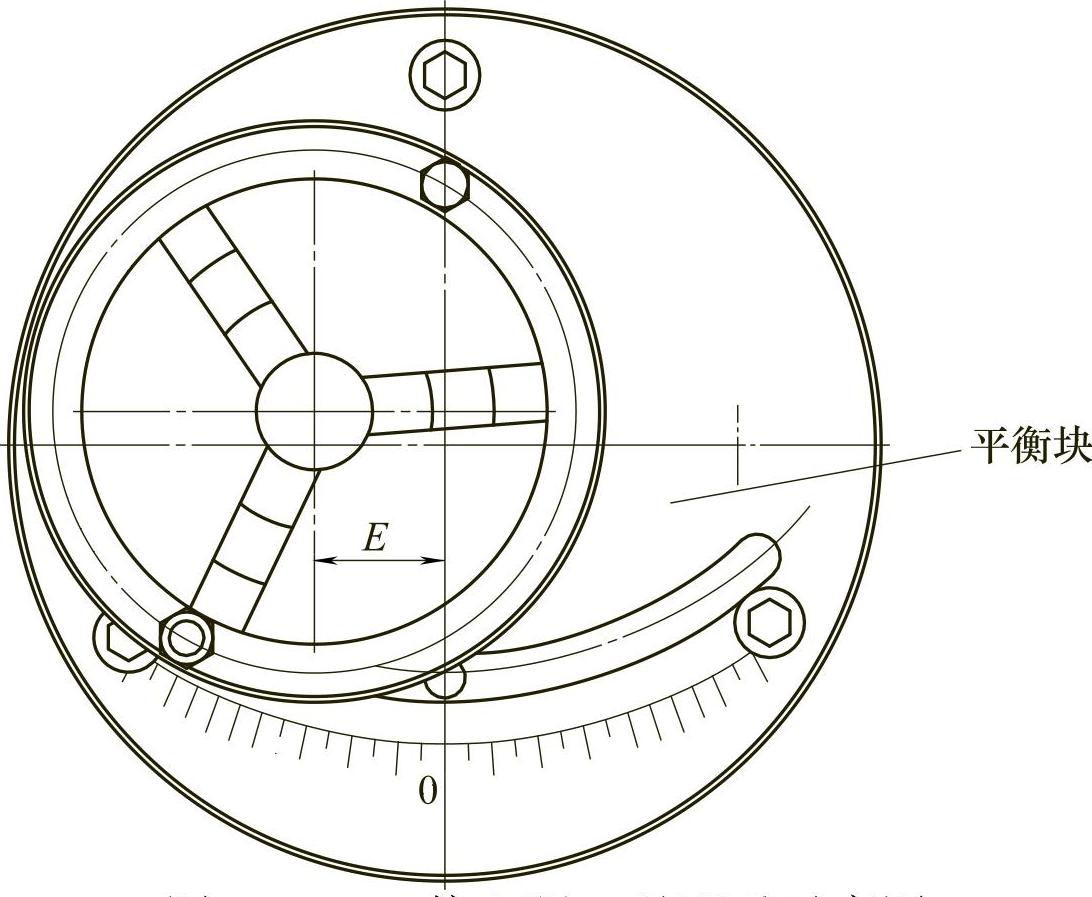
图4.15-3 偏心距E及配重示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。