



【摘要】:为了防止工件攻螺纹扭力大、工装移动,工作台要装挡板。图4.11-2为以B面定位攻15°Z1/8管螺纹示意图。图4.11-1 A面定位攻6×M10螺纹示意图1—底座 2—压紧螺钉 3—垫圈 4—螺钉 5—定位板图4.11-2 B面定位攻15°Z1/8管螺纹示意图图4.11-3 C面定位攻4×M12螺纹示意图
设计背景:
汽车转向机壳体,多面加工有螺纹孔,过去是按序攻螺纹、多次定位装夹加工,效率低下。根据不同产品设计加工了三面攻螺纹工装实现了一次定位夹紧、多工序攻螺纹加工,移动转台即能加工多个面螺纹孔,定位好、效率高,三面工装结构也适用于多面钻孔、扩孔、倒角等工装设计。
设计加工过程要点:
1.根据壳体三面螺纹加工特点,选择无螺纹面定位,内腔轴台由螺钉、垫圈压紧加工。
2.工装板设计为75°内、外面,内平面钻、铰螺纹孔安装壳体定位紧固。
3.设计加工定位板,确保螺纹孔、面垂直度。
4.A面定位攻6×M10螺纹,B面定位攻Z1/8锥度管螺纹,底座立面C定位攻4×M12×1.5螺纹。
工装结构原理特点:
工装由底座1、通过压紧螺钉2、垫圈3压紧工件加工。上立面装有定位板5,用螺钉4压紧,用来定位攻螺纹孔面的垂直度。工件装于75°弯板内平面定位,工件上平面贴平定位板后方可紧螺钉2,加工时转动底座分别以A、B、C图示基准定位、转位,即可完成三面攻螺纹加工。
使用效果,注意事项:
一次装夹完成多序攻螺纹加工,减少了辅助时间和因多次装夹工件、转运造成的产品碰伤。为了防止工件攻螺纹扭力大、工装移动,工作台要装挡板。(https://www.xing528.com)
图4.11-1为以A面定位攻6×M10螺纹示意图。
图4.11-2为以B面定位攻15°Z1/8管螺纹示意图。
图4.11-3为以C面定位攻4×M12螺纹示意图。
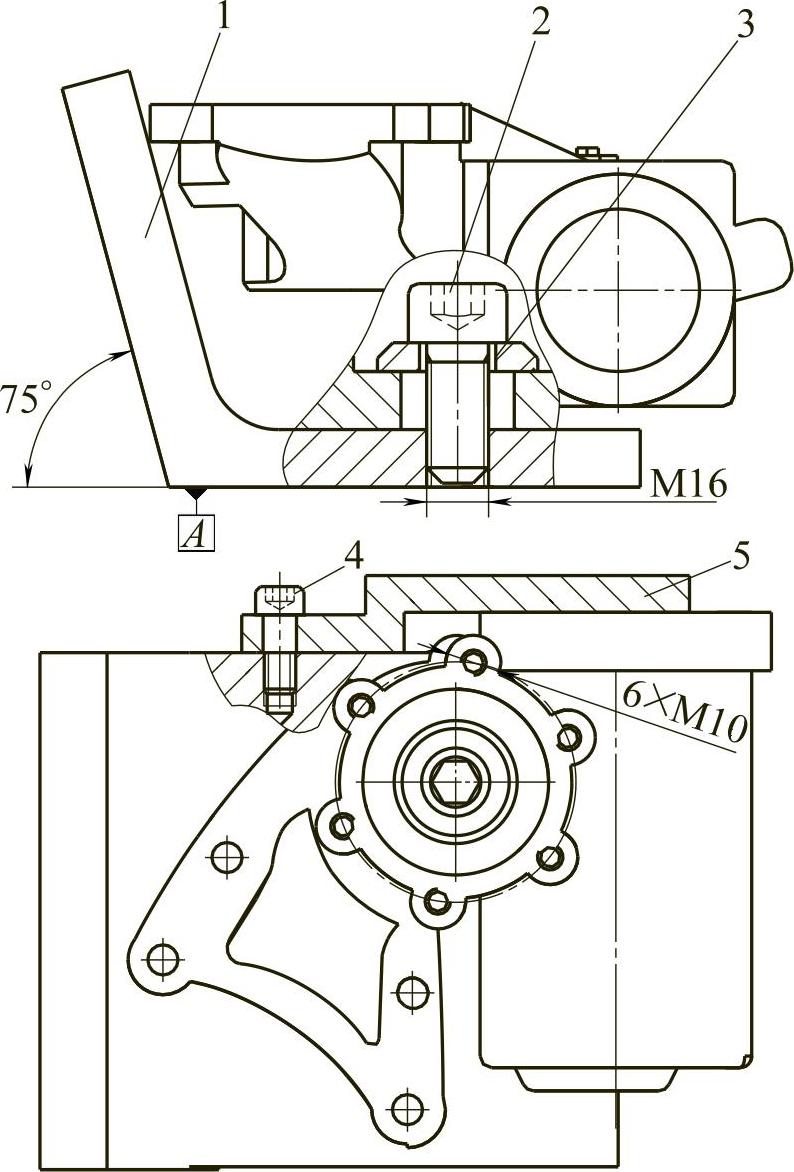
图4.11-1 A面定位攻6×M10螺纹示意图
1—底座 2—压紧螺钉 3—垫圈 4—螺钉 5—定位板
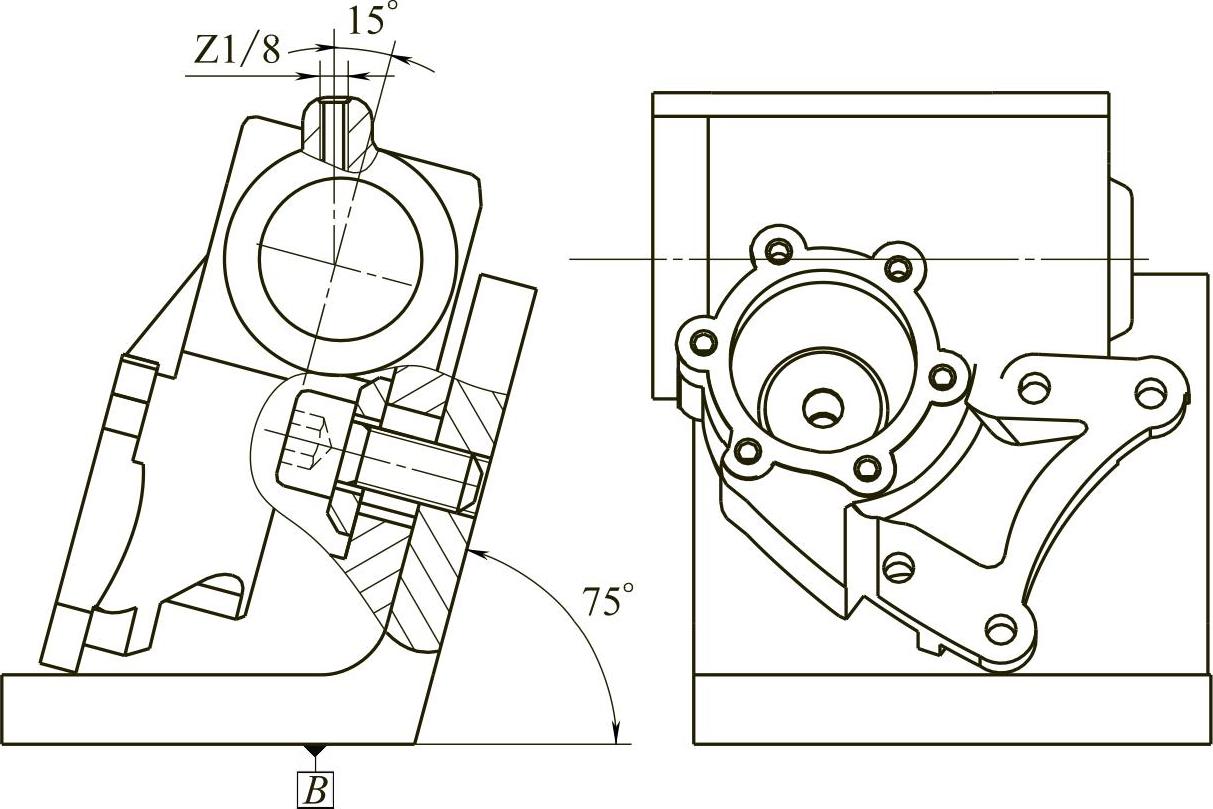
图4.11-2 B面定位攻15°Z1/8管螺纹示意图
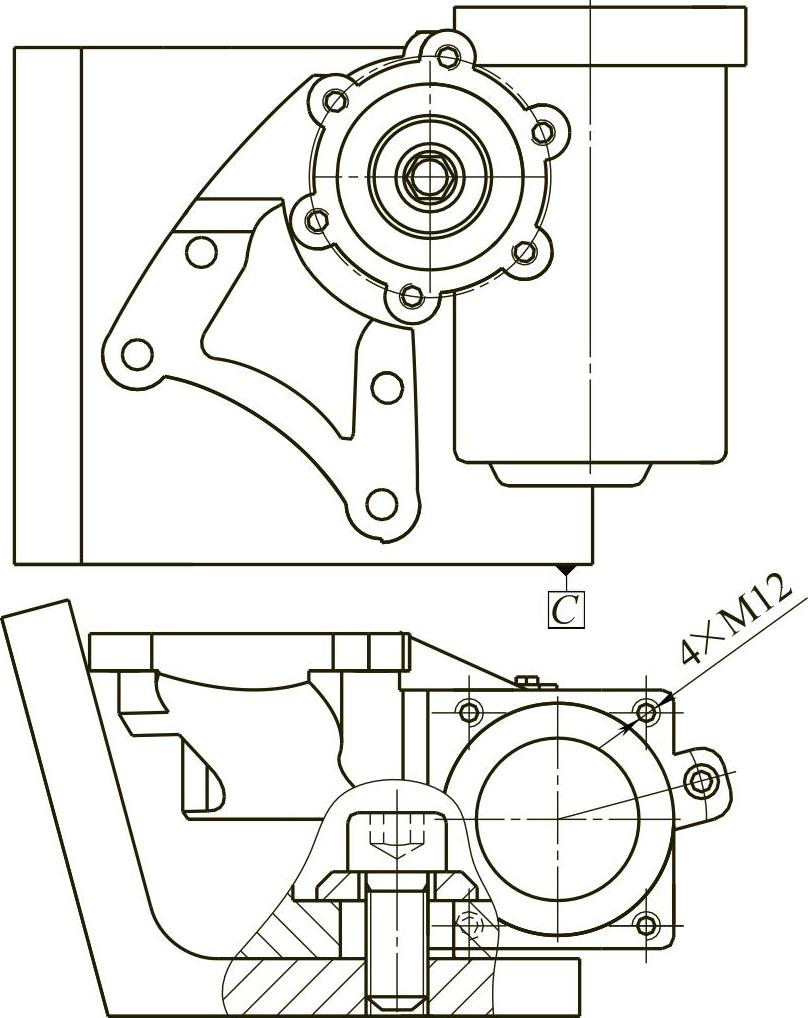
图4.11-3 C面定位攻4×M12螺纹示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。