



设计背景:
数控机床用刀柄、可转位螺旋立铣刀等都采用7∶24无尾柄设计。在加工7∶24无尾刀柄、无尾立铣刀时,车工加工完锥度后,铣、磨等工序因无尾不便装夹工件,给下面工序带来困难。为了改变后序加工难点,改进设计了无尾刀柄拨套,从而方便了加工。
设计加工过程要点:
1.根据标准锥柄设计带凸台拨套,凸台处用来装键,使用螺钉紧固。伸入刀柄对称键槽,拨动刀体旋转加工。
2.刀体夹套为了减轻重量,外圆也车成锥形,圆周铣四条对称槽,尾部加工ϕ70mm×22mm圆柱,方便装挡块、夹持。
3.铣床用夹套尾部开弹性槽,便于自定心卡盘夹工件,磨床用夹套尾部装挡块,供拨杆拨动工件旋转加工。
夹套结构原理特点:
如图4.10-1所示,空心拨套4按刀柄锥度加工7∶24内锥度,外圆车锥度、铣槽、减轻重量,左端面铣槽装拨键2,用螺钉3紧固;右端铣槽装磨床拨杆键5,用螺钉6紧固。螺钉1用于顶紧工件键槽,防止夹套脱落。适用于各种无尾柄工件车、铣、磨等加工。
使用效果、注意事项:
夹套的应用改变了加工工艺、减少了工序流转、方便了加工。使用夹套前须精车锥柄、刀体加工出对头键槽,加工时套入刀柄锥体、拨动键槽旋转加工,外圆磨床右端螺钉6要顶住键槽,防止夹套脱落,左端拨杆拨挡块即可。
图4.10-1为无尾刀柄、刀体拨套结构示意图。
图4.10-2为磨床无尾刀柄、刀体磨外圆加工示意图。(https://www.xing528.com)
图4.10-3为无尾刀柄、刀体铣螺旋沟示意图(铣用拨套自定心卡盘夹部位开弹性槽)。
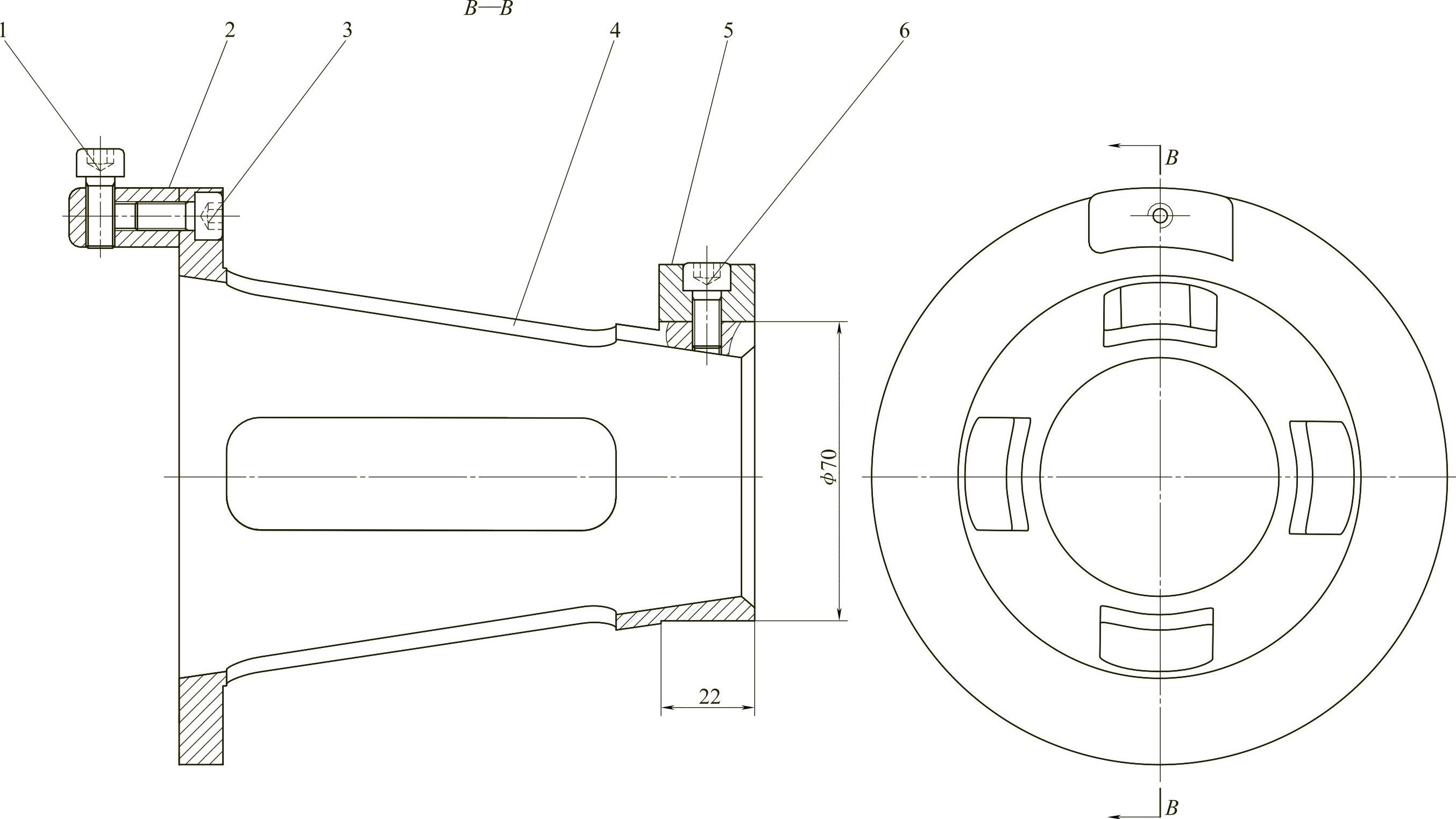
图4.10-1 无尾刀柄、刀体拨套结构示意图
1—顶紧螺钉 2—工件拨键 3—紧键螺钉 4—空心夹套 5—磨床拨杆键 6—螺钉
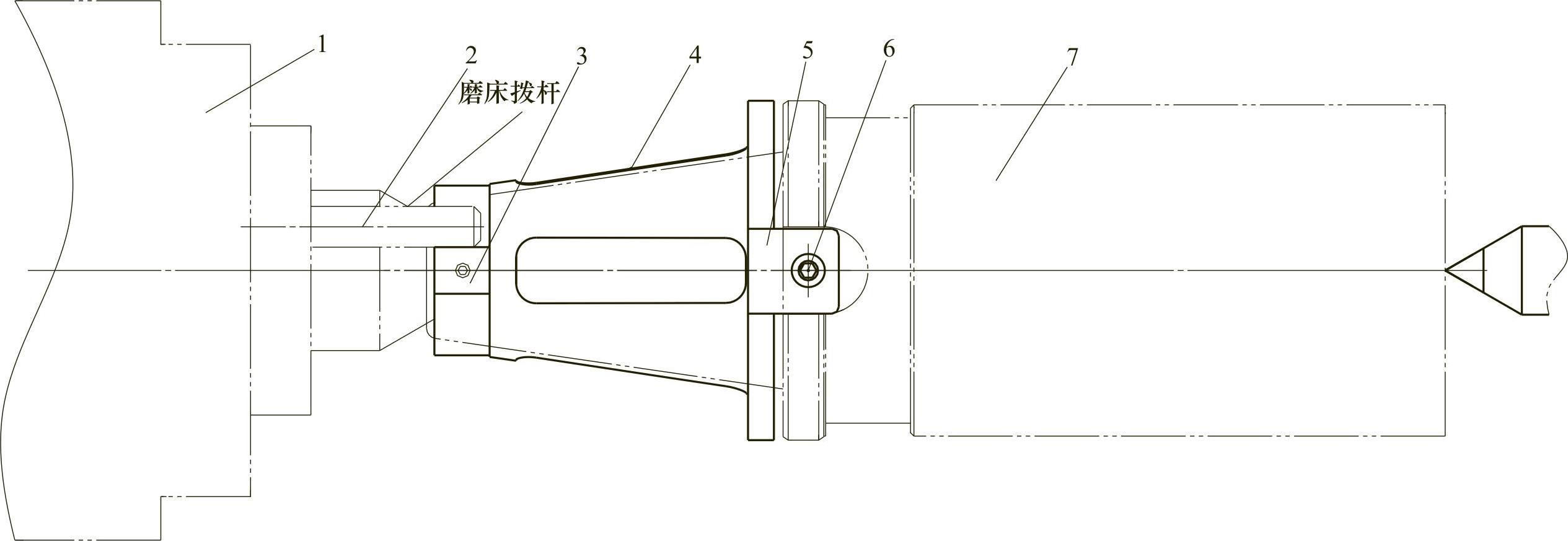
图4.10-2 磨床无尾刀柄、刀体工件磨外圆加工示意图
1—磨床头架 2—外磨拨杆 3—拨套键 4—拨套 5—拨工件键 6—螺钉 7—磨外圆工件
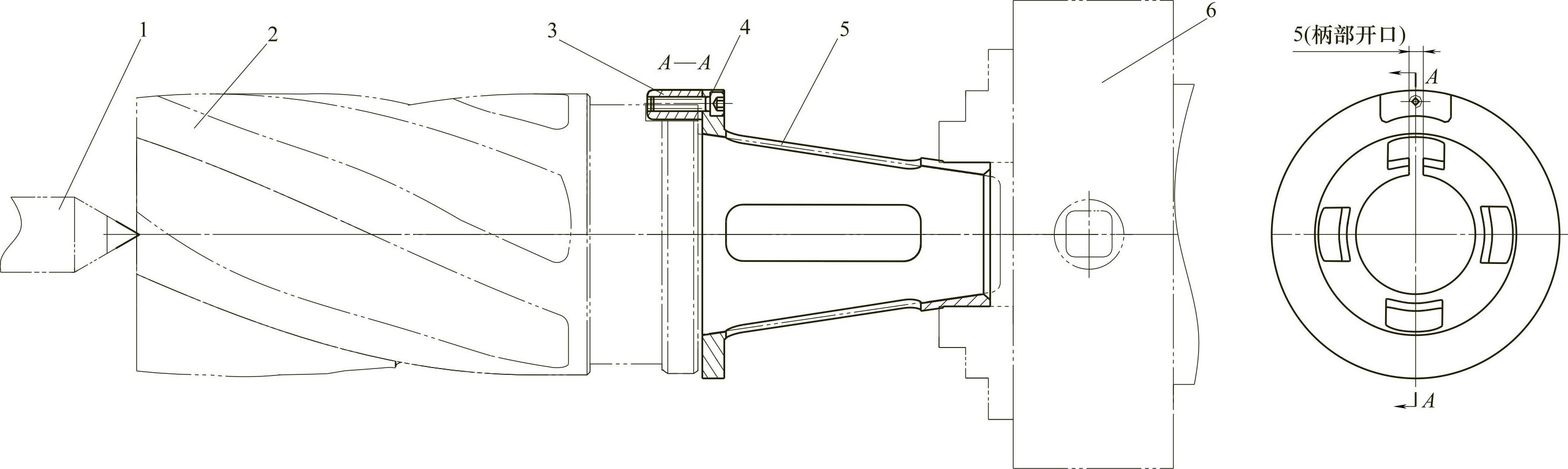
图4.10-3 无尾刀柄、刀体铣螺旋沟示意图
1—尾座顶尖 2—铣螺旋沟工件 3—键块 4—螺钉 5—拨套 6—自定心卡盘
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。