



【摘要】:设计背景:过去钻中心孔在车床上完成,装夹定位费力、效率低,中心钻易断,针对大批量生产特点,我们设计制作了轴类工件“快速钻中心孔工装”,它具有上下工件方便、迅速、钻孔质量高等优点,可根据工件加工部位,调整棒料定位处,转动压板可快速夹紧或退料。
设计背景:
过去钻中心孔在车床上完成,装夹定位费力、效率低,中心钻易断,针对大批量生产特点,我们设计制作了轴类工件“快速钻中心孔工装”,它具有上下工件方便、迅速、钻孔质量高等优点,可根据工件加工部位,调整棒料定位处,转动压板可快速夹紧或退料。
设计加工过程要点:
1.设计改变加工定位结构,由三爪定位夹紧改为V形块定位,夹紧方式改进为轴端定位、转动压板浮动挤紧。
2.工装采用V形块上下可调整设计,可根据工件弯曲度较小部位,调整V形槽。
3.底座立面铣键槽,定位V形块,中部铣通槽装工件高度定位轴,中间V形块左侧钻螺纹孔,装压板、螺钉,压板为钩形、中间半圆弧挤压工件钻中心孔。
4.由于V形槽定位、压板快速挤压夹紧,实现了快速定心、装卸,中心钻是刀具高速旋转切削,寿命提高。
工装结构原理特点:
工装由底座1、V形块2、4、8组成。中间V形块可根据工件加工部位,调整棒料定位处,搬手柄6转动夹紧压板7可快速夹紧或退料,工件下端有工件高度定位轴8,定位调整后锁紧螺母10锁紧。长形工件可通过加高、调整钻床、工装来实现,适于轴类工件大批量生产。
使用效果、注意事项:(https://www.xing528.com)
应用十多年来为大量生产发挥了作用,下面V形铁可用于台阶轴调整定位钻中心孔加工。
图4.9-1为快速钻中心孔架结构示意图
图4.9-2为钻中心孔示意图
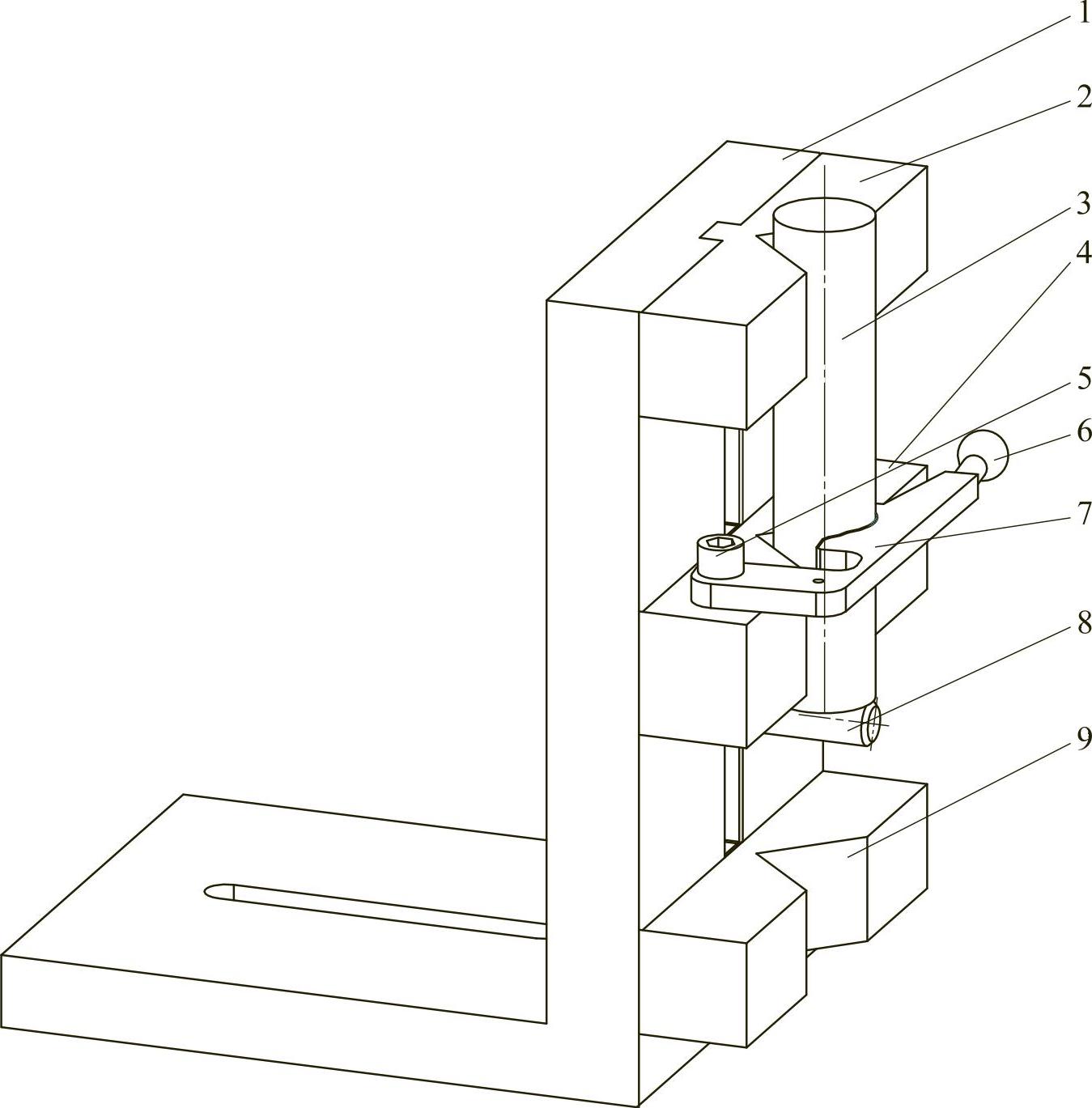
图4.9-1 快速钻中心孔架示意图
1—底座 2—上V形块 3—工件 4—中间V形块 5—压板定位轴 6—手柄 7—夹紧压板 8—工件高度定位轴 9—下V形块 10—锁紧螺母
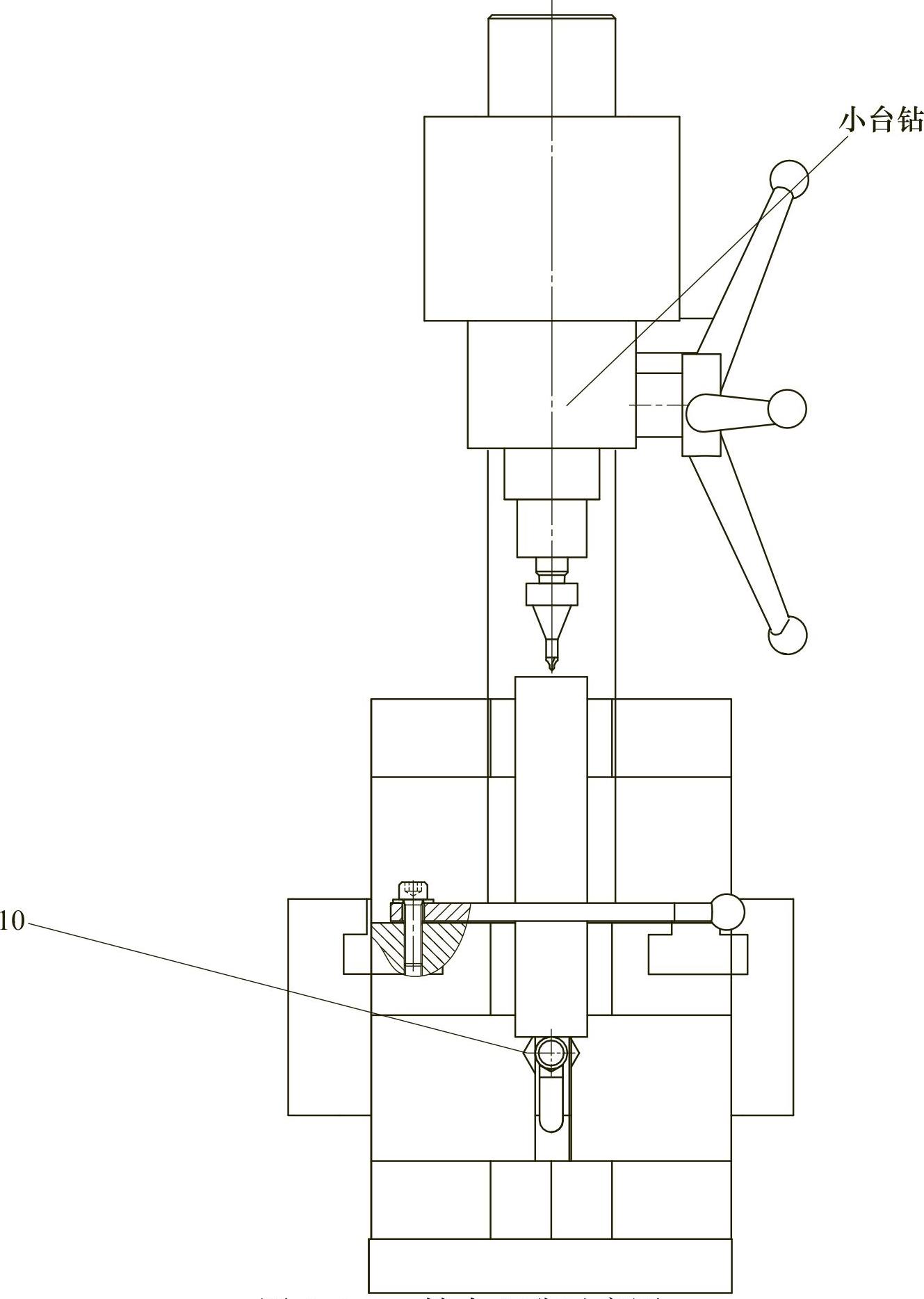
图4.9-2 钻中心孔示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。