



【摘要】:设计背景:空心取料加工一般都用套料刀,20世纪70年代,太原钢铁公司下属多个钢厂、研究所都需套料取样,效率低下,影响生产。图4.5-1为铣床偏心轴加工套料刀内外侧角示意图。图4.5-1 铣床偏心轴加工套料刀内外侧角示意图1—立铣刀 2—工件 3—螺钉 4—偏心锥度轴 5—紧偏心轴螺钉 6—垫圈 7—立铣床分度头图4.5-2 套料刀内外侧后角示意图
设计背景:
空心取料加工一般都用套料刀,20世纪70年代,太原钢铁公司下属多个钢厂、研究所都需套料取样,效率低下,影响生产。通过多次改进刀具角度、分屑槽结构、热处理工艺等,先后在多家用户单位改进、试验,取得了实用数据、解决了加工难题,也为工具厂开发了一个新的产品。
设计加工过程要点:
1.利用套料刀柄部孔D定位设计偏心轴,偏心轴柄设计莫氏锥柄与机床分度头主轴孔配合定位,轴头钻2个定位螺钉孔(1个备用)、加工分度螺钉紧固用,锥柄钻、攻内螺纹,装螺钉拉紧偏心轴。
2.为了保证偏心轴使用精度、寿命,刀体用9CrSi淬火处理后精磨轴。
工具加工原理结构特点:
用立铣刀1加工内外侧刃,工件2装入偏心锥度轴4,用螺钉3紧固定位加工,偏心轴通过螺钉5、垫圈6紧固于分度头主轴锥体。分齿通过套料刀四个等分螺纹孔,转动工件后螺钉3紧固,加工轴偏心距可根据刀具后角确定,为了加工刀具轴向侧斜角,通过搬分度头(立铣头)实现,铣孔向左搬,铣外侧刃向右搬。
图4.5-1为铣床偏心轴加工套料刀内外侧角示意图。(https://www.xing528.com)
图4.5-2为套料刀内外侧后角示意图。
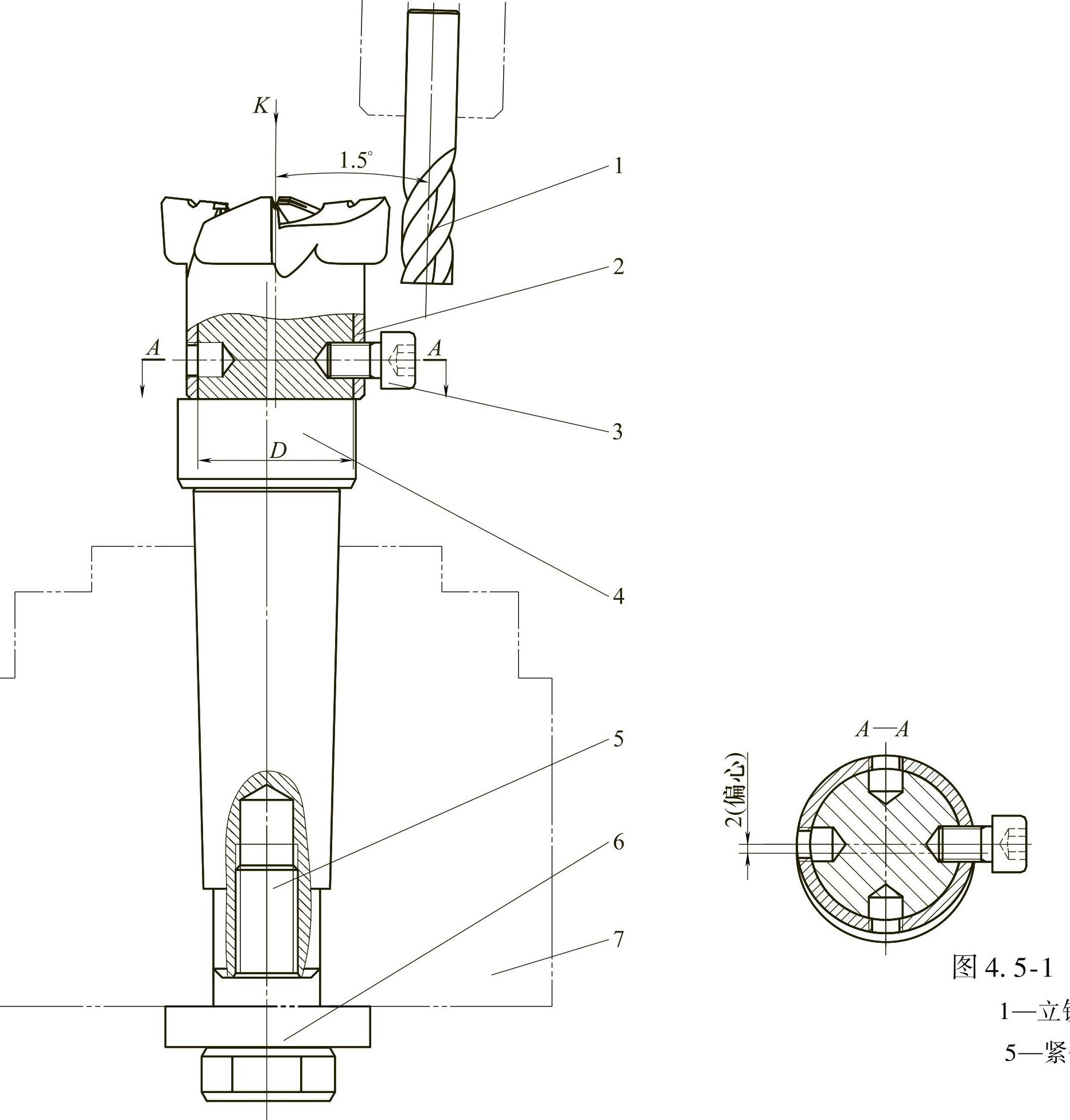
图4.5-1 铣床偏心轴加工套料刀内外侧角示意图
1—立铣刀 2—工件 3—螺钉 4—偏心锥度轴 5—紧偏心轴螺钉 6—垫圈 7—立铣床分度头
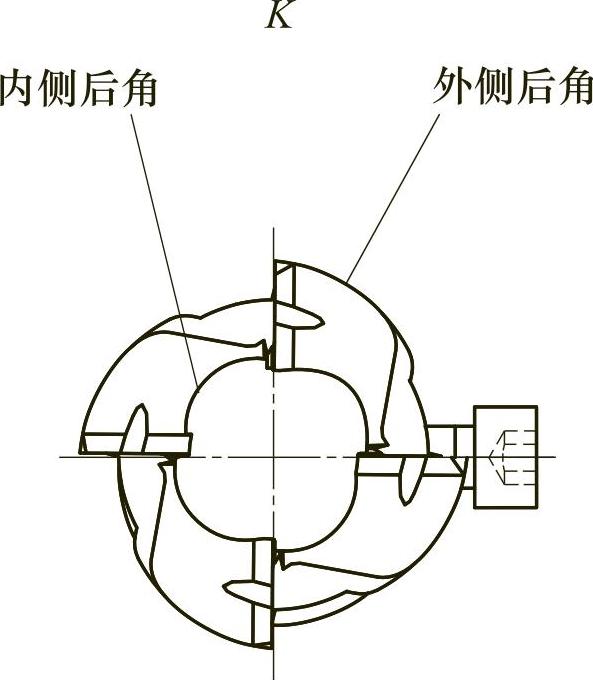
图4.5-2 套料刀内外侧后角示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。