



设计背景:
尖齿刀具具有齿数多、切削锋利、加工质量好等优点,刀尖圆角根据加工工件要求大小不一。传统尖齿铣刀圆弧后角一般是先用工装在外圆磨床磨出圆弧,后用工具磨床手工逐齿滚磨后角“留线”加工。一般需要技术水平较高的师傅操作完成,工人劳动强度大,效率低。设计革新了“磨刀具圆弧后角”新工具,可一次成形加工出刀具圆弧后角,质量好、效率高、工人劳动强度低。
设计加工过程要点:
1.设计水平回转的卧式底座,底座下面铣槽装键,在工具磨床工作台定位紧固,主轴孔中心高要保证最大刀具转动。
2.设计回转主轴,上装轴承、隔套,通过后盖、螺钉、圆螺母等调整,装配于底座。
3.设计90°弯板式刀架,刀架孔立装于主轴、90°面铣长槽装刀具可换轴,前端面装支板架,支承刀具分齿磨圆弧。
4.设计左右限位板,控制摆动角度,装于底座左右侧面。
5.刀具圆弧中心位置由刀具可换轴调整,直径大小由上下两端、紧固螺栓调整,前后两个手柄可供操作,磨刀具圆弧后角回转一次成形。
工装结构原理和特点:(https://www.xing528.com)
工装主要由底座10、主轴5、隔套6、后盖8、圆螺母9、刀架3、回转架4等组成。回转架4装主轴5,用回转架锁紧螺钉2紧固。刀架3、刀具可换轴14、刀具支板架1装回转架4,可调整刀具位置、圆弧大小。刀具直径、圆弧通过刀架3上下变化,用调整螺栓13微调,刀具后角大小通过支板调整,刀具轴向位置由刀具可换轴14调整,回转角度位置由回转限位架11定位,前后两手柄回转摆动磨圆弧。
使用效果:
工装设计新颖、灵巧,改变了传统设计原理、结构,为刀具加工创制了新工具。新工装可用来磨削锥度圆弧、非整圆弧等工件。
图4.3-1为磨刀具圆弧后角工装装配示意图。
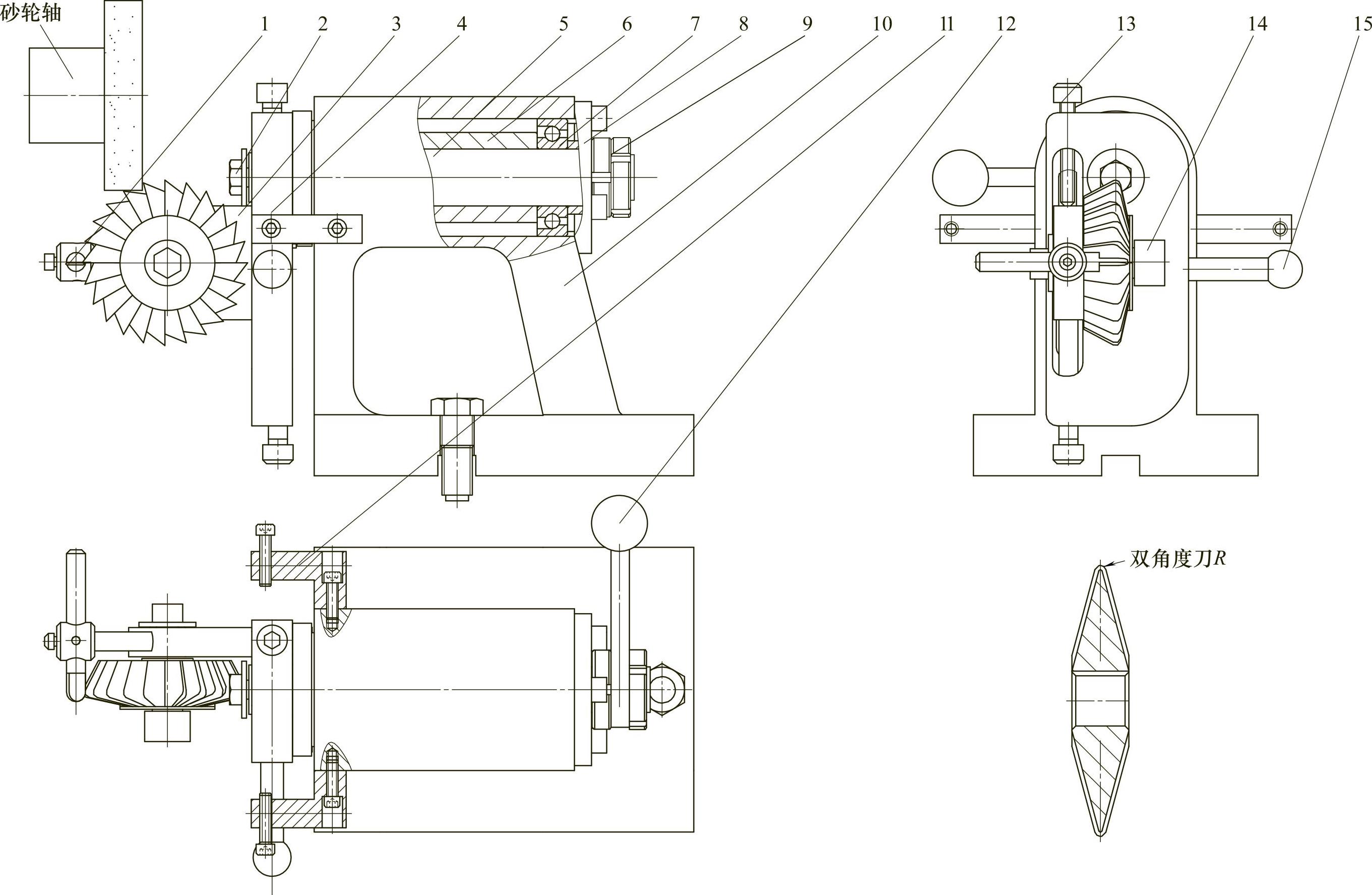
图4.3-1 磨刀具圆弧后角工装装配示意图
1—刀具支板架 2—回转架锁紧螺钉 3—刀架 4—回转架 5—主轴 6—主轴隔套 7—轴承 8—后盖 9—圆螺母 10—底座 11—回转限位架 12—后转动手柄 13—调整螺栓 14—刀具可换轴 15—前转动手柄
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。