



设计背景:
在S7520外螺纹磨床上,砂轮修整器设计在机床砂轮架后部,工人修整砂轮需转到后面打开盖板修整,很不方便。转向螺纹副为双圆弧齿形,是生产转向机关键部件,生产厂家一般是用金刚石滚轮或专用双圆弧砂轮修整器修整砂轮。由于S7520外圆磨床无专用砂轮修整器影响生产,设计了半自动双圆弧砂轮修整器后,大大方便了生产。
设计加工过程要点:
1.根据设备条件和产品大批量生产的要求,设计后装、前控半自动修整器,采用摆动、靠模式砂轮修整、数控电动机滑台进退结构。
2.设计修整器主体,主轴通过隔套、轴承、上下盖等组装于主轴套内旋转、摆动,上端摆动电动机传动、下端装凸轮,靠模板、导轨、金刚石杆螺钉连接,通过弹簧、两盖板定位可在导轨架内前后移动,凸轮旋转摆动走出双圆弧轨迹。
3.导轨架设计内孔套装于主轴前端、由螺钉和支架紧固在一起,支架设计为直角形,上面装数控进给滑台。修整器的进给、调整由数控滑台实现。
4.修整器、支架、滑台装配,要保证砂轮行程到位、砂轮罩不干涉,修整器平稳、牢靠。
工装结构原理和特点:
摆动电动机1通过主轴2、轴承3、主轴外套4、压盖5等定位、转动。带动主轴2前端凸轮10摆动,靠模板6和导轨13连在一起,通过方槽内弹簧8紧贴凸轮10在导轨架12上移动形成双圆弧轨迹。由于金刚石杆7装在导轨13上,也随凸轮摆动而前后移动修整砂轮。支架16连接滑台和电动机实现进给和砂轮调整。
使用效果:(https://www.xing528.com)
改变了原机床设计,操作工人不用再跑前跑后修整砂轮,实现了半自动砂轮修整,提高了生产质量、效率。
图4.1-1为半自动双圆弧砂轮修整器示意图。
图4.1-2为工件齿形放大图。
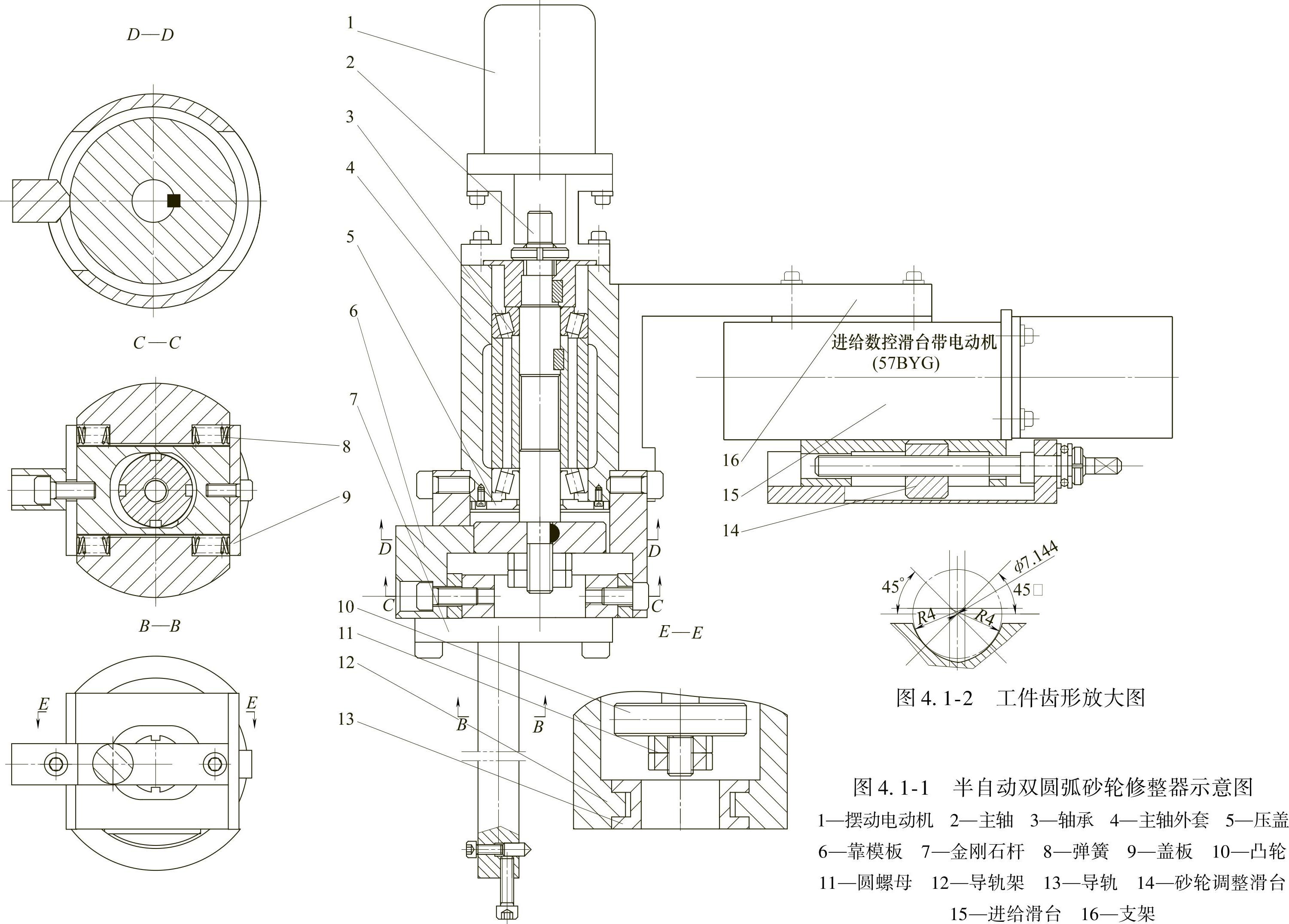
图4.1-1 半自动双圆弧砂轮修整器示意图
1—摆动电动机 2—主轴 3—轴承 4—主轴外套 5—压盖 6—靠模板 7—金刚石杆 8—弹簧 9—盖板 10—凸轮 11—圆螺母 12—导轨架 13—导轨 14—砂轮调整滑台 15—进给滑台 16—支架
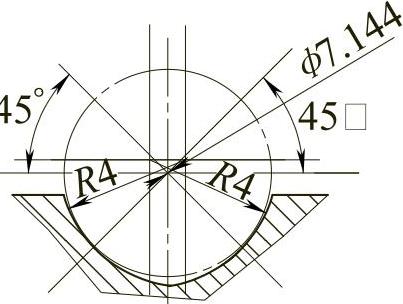
图4.1-2 工件齿形放大图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。