



【摘要】:设计制作了梯形检具后方便直观,方便了操作工人自检、检验抽检,减少了差错。设计加工过程要点:1.首先根据加工台、面工艺尺寸排列梯形台面尺寸,利用一块铸铁旧弯板改制,划线后粗加工梯形对比尺寸台面。适用于批量生产中,多尺寸、多品种、不同高度工件对比检测。图3.13-1为多工序加工面梯形对比检台示意图。图3.13-1 多工序加工面梯形对比检台示意图1—加长检轴 2—梯形弯板检台 3—检验平台 4—测量表架
设计背景:
在生产江铃493汽车发动机缸体时,根据工艺要求多个台、面,需在流水线专机上粗、半精、精加工,台面多、工艺尺寸多、使用量具也多,大尺寸量具不好操作、调整检测费时易搞错。设计制作了梯形检具后方便直观,方便了操作工人自检、检验抽检,减少了差错。
设计加工过程要点:
1.首先根据加工台、面工艺尺寸排列梯形台面尺寸,利用一块铸铁旧弯板改制,划线后粗加工梯形对比尺寸台面。尺寸高度较高的采用钻铰孔后配加长圆柱的方法解决。
2.粗加工后,精加工基准面和工艺尺寸对比平面,先刮研定位基准面,以基准面逐级精加工梯形面尺寸各台面,锒圆柱尺寸面可采用磨制方法逐步精修完成。
3.设计制作专用测量表架,表架可上、下调整。
4.各台面尺寸复查合格后打标记,即可对各流水线工件进行对比测量。
检具结构原理特点:
检具用铸铁大弯板改制为梯形弯板检台2,加长检轴1,根据高度配装在弯板顶面后精磨尺寸到位,各工序标准尺寸精磨、研合格后,用压板固定于检验平台3对比检测,测量表架4用来对比测量。(https://www.xing528.com)
检台用铸铁弯板制作,工作面高度尺寸用量块校准,工件采用对比检测,简单、准确、不易出现测量和换算误差。
适用于批量生产中,多尺寸、多品种、不同高度工件对比检测。
使用效果:
使用对比梯形检具各工序操作人员自检、检验抽检,检测方便、直观、省时。减少了大型量具使用和调整。
图3.13-1为多工序加工面梯形对比检台示意图。
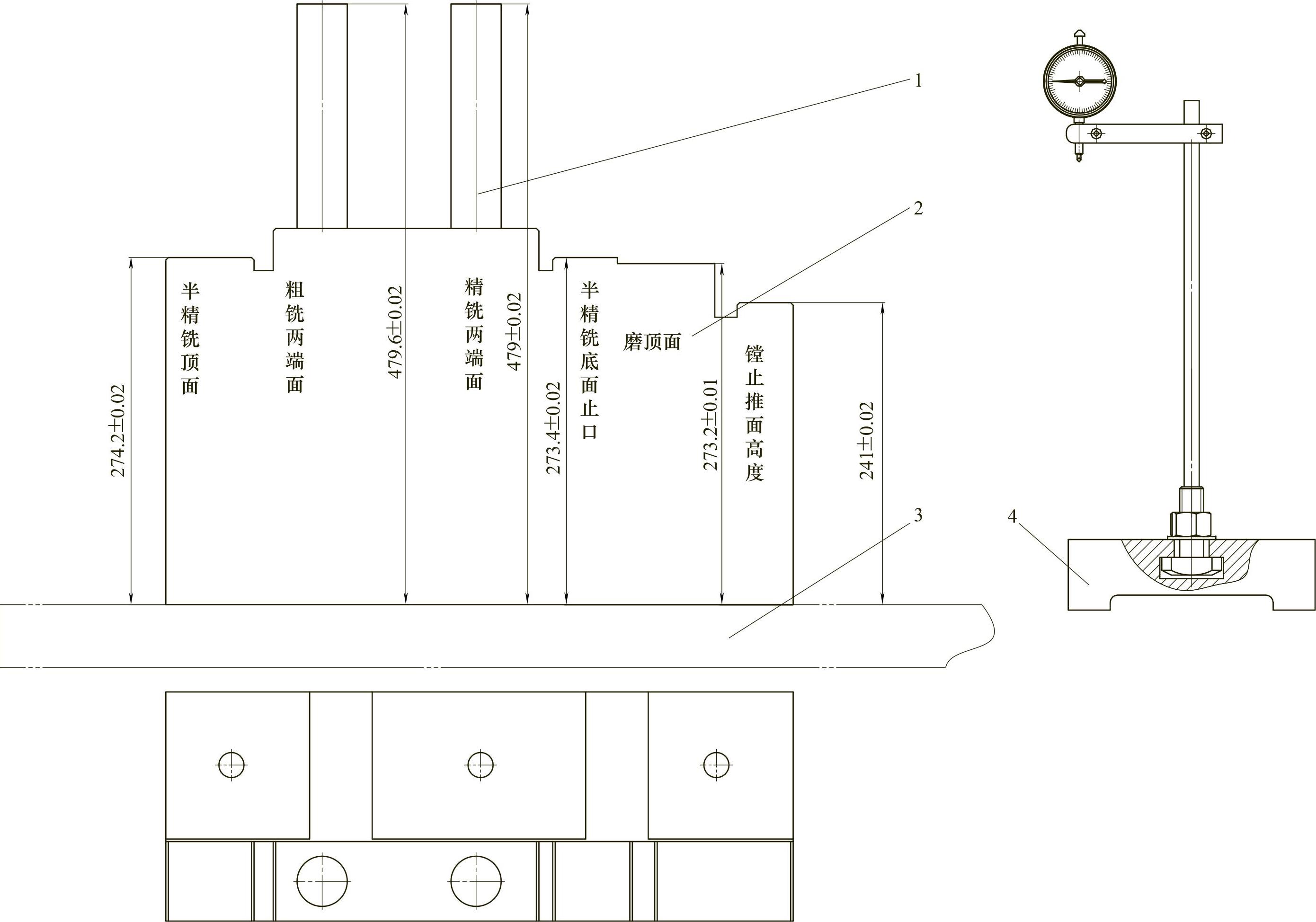
图3.13-1 多工序加工面梯形对比检台示意图
1—加长检轴 2—梯形弯板检台 3—检验平台 4—测量表架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。