



设计背景:
制动蹄是机动车等制动器的重要部件,同轴度、平行度对汽车正常行驶和稳定制动影响很大。由于制动蹄为两个半圆体组装,组装后没有合适基准面、孔定位,综合检测较困难。根据生产线实际和产品加工、装配使用特点,把制动蹄底部定位盘ϕ192mm孔、面作为定位基准,设计制作了旋转式制动蹄组装综合检具。为汽车制动蹄总成装配、检测提供了新检具。
设计加工过程要点:
1.设计底座,底座中心镗孔装轴承定位轴,右侧铣面钻铰螺纹孔装表架导轨,周边钻铰吊装螺纹孔。
2.工件支座内孔装双排圆锥滚子轴承,通过轴承定位轴与底座组合定位装工件(孔和外圆要保证同轴度),头部ϕ192mm加工30°锥度,便于装、卸。
3.百分表架上装三个表,通过方孔与安装于底座右侧的表架导轨配合,移动调整测量。
检具结构原理特点:
检具由底座1、工件支座2通过轴承定位轴9、圆锥滚子轴承12、内外隔套13、14等组合,由锁紧丝圈11锁紧。制动蹄装配总成17通过底部ϕ192mm孔装入工件支座、转动总成即可检测。装在底座1上的可调百分表架3上装有三个百分表检测不同部位跳动,即可读出径向圆跳动和垂直度误差。(https://www.xing528.com)
操作注意事项:
检测前要装标准样品校正百分表,检测完下工件前要松开螺栓,把可调百分表架退后。
图3.6-1为汽车制动蹄组装综合检具原理结构示意图。
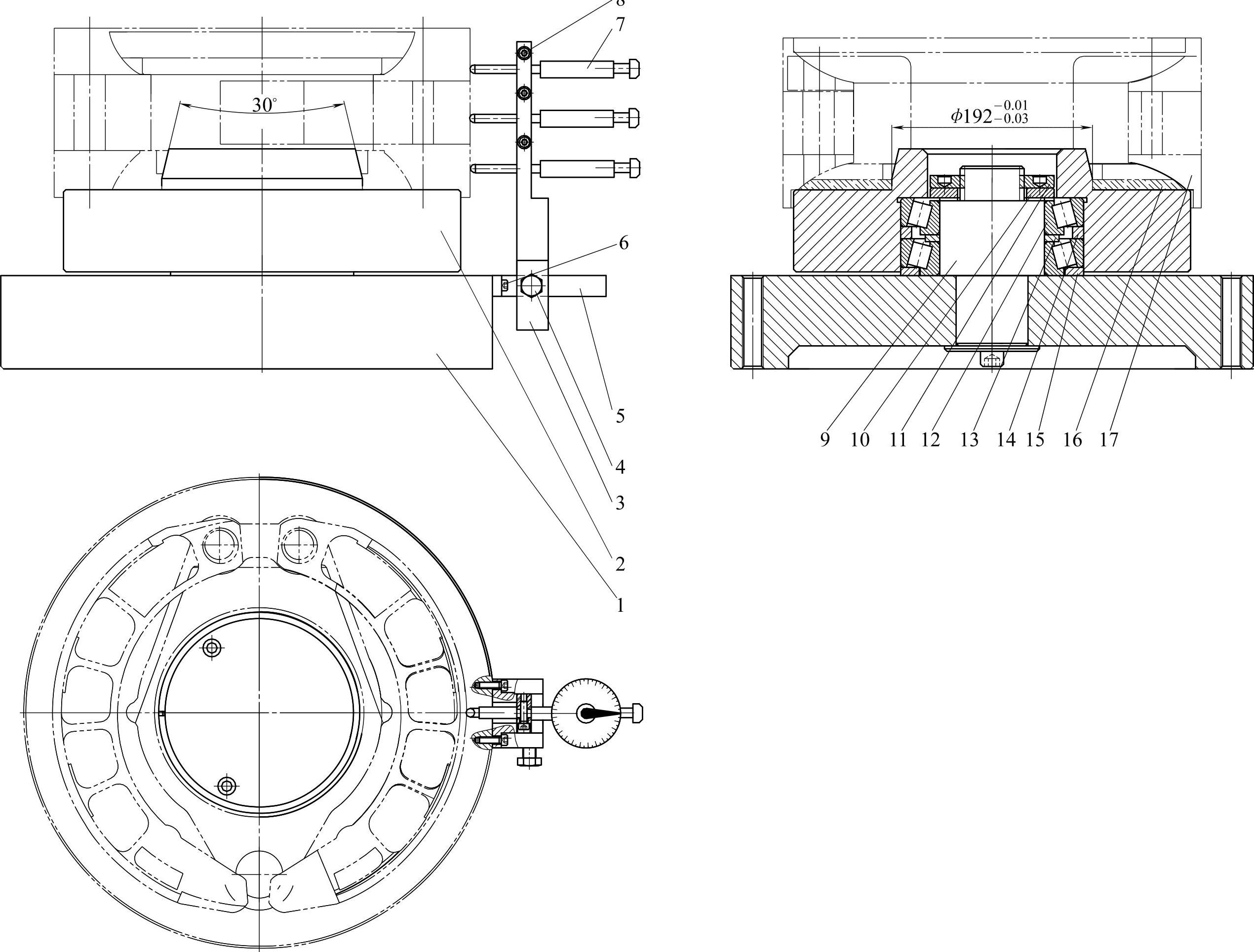
图3.6-1 汽车制动蹄组装综合检具原理结构示意图
1—底座 2—工件支座 3—可调百分表架 4—表架紧固螺栓 5—表架导轨 6—导轨紧固螺钉 7—百分表 8—百分表紧固螺钉 9—轴承定位轴 10—平垫圈 11—锁紧丝圈 12—圆锥滚子轴承 13—内隔套 14—外隔套 15—轴承调整垫 16—制动蹄定位盘 17—制动蹄装配总成
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。