



设计背景:
在数控工具磨床加工刀具,特别是用户要求精度高的球形刀具、异形齿形刀具,检测困难。设计了工件齿形比较仪,采用样件对比检测曲面齿形,为圆弧、球形、异形齿形刀具解决了检测问题。
设计加工过程要点:
1.整体构思:根据曲线齿形采用样件比较测量原理,设计可装工件V形块和旋转表架的底座,设计定位精度高的V形块、多表头表架和可转动半圆旋转座。
2.底座设计方孔以利装工件V形块上下调整中心,设计旋转座定位孔,方孔、定位孔要在同一中心线上并相互平行。
3.工件V形块上V形槽和下端定位方柱要垂直、保证位置度。
4.半圆旋转座和半圆表架孔、面相互垂直,表架周边装千分表,孔中心要和基面平行。
5.根据不同产品设计加工带锥体标准样件对比测量。(https://www.xing528.com)
检具结构特点:
检具由半圆表架1、半圆旋转座2、半圆表架紧固螺钉19装在一起,半圆旋转座2插入底座3定位旋转,表架1装千分表7、长测头10,由紧固螺钉8固定。半圆旋转座2锥孔装标准样件4用来校正齿形尺寸,下端推力轴承5用圆螺母6锁紧。V形块14通过紧固螺钉15、V形块升降螺钉16调整锁紧,升降顶板12用紧固螺钉13紧固,V形块升降螺钉16调整升降V形块。工件前后调整,靠装在V形块右端螺纹盖板17和微调螺纹轴11完成,螺纹盖板17上有螺纹孔和可供上下调整的螺钉长槽,调整好后用紧固螺钉18紧固。
可更换不同标准样件,插入半圆旋转座校表,可对比检测异形齿形刀具等工件。
图3.5-1为精密球形工件齿形比较仪结构图。
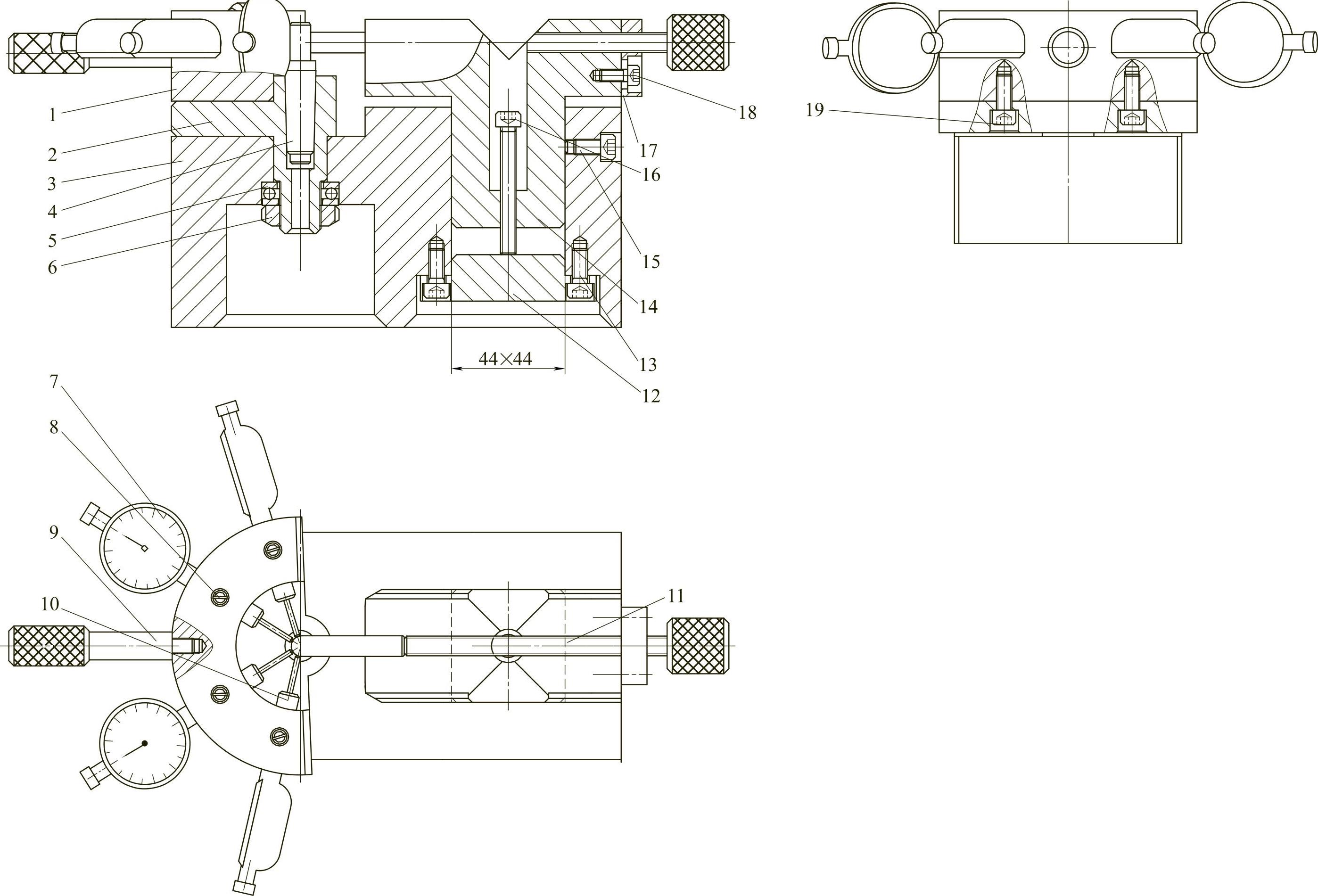
图3.5-1 精密球形工件齿形比较仪结构图
1—半圆表架 2—半圆旋转座 3—底座 4—标准样件 5—推力轴承 6—圆螺母 7—千分表 8—紧固螺钉 9—转动手柄 10—长测头 11—微调螺纹轴 12—升降顶板 13—紧固螺钉 14—V形块 15—紧固螺钉 16—V形块升降螺钉 17—螺纹盖板 18—紧固螺钉 19—半圆表架紧固螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。