



【摘要】:制动蹄为两体合一装配使用,两个轴孔是在专机加工,以面定位加工孔。左、右测轴装入孔内,放在有凹槽两支承块上,两孔即平行,检外圆即可,检测方便、快捷。图3.4-1为汽车制动蹄平行度检具。图3.4-1 汽车制动蹄平行度检具1—左支承块 2—左测轴 3—右测轴 4—右支承块 5—测量平板图3.4-2 原工件检测示意图1—右测轴 2—左测轴 3—制动蹄 4—左右挡块 5—测量平板
设计背景:
制动蹄是汽车制动器的重要部件,部件加工要求位置度高。制动蹄为两体合一装配使用,两个轴孔是在专机加工,以面定位加工孔(先加工外圆后镗孔)。过去检测方法是以加工圆弧面定位放平板、左右放挡块支承、然后在已加工孔穿入测量轴打表检测平行度,测轴小了无法定位,轴大了穿不进去,检测困难费时(图3.4-2)。设计改进倒转180°以孔定位穿轴、左右支承块支承两轴定位检面检具,实现了准确、快速检测。
设计加工过程要点:
1.测量轴设计,改变原最小间隙配合设计(原检测方法配合间隙大了检测不准),测量轴小于孔0.5~1mm,孔单向面(如孔有直径误差也只有1/2),轴不得有锥度。
2.左右支承块为长方形中间铣凹槽(保证孔周边凸台不干涉),支承块四个面要平行。
3.左右测量轴、支承块用合金钢加工淬火后精磨,左右测轴锥度小于0.01∶1。
检具结构原理特点:
检具由左支承块1、左测轴2、右支承块4、右测轴3、测量平板5等组成。左、右测轴装入孔内,放在有凹槽两支承块上,两孔即平行,检外圆即可,检测方便、快捷。
使用效果:
由于采用了轴、孔松动配合,装卸检测轴方便、迅速,同时也减少了原检测方法装卸测量轴拉伤工件内孔的现象。检测质量、效率均得到提高。(https://www.xing528.com)
图3.4-1为汽车制动蹄平行度检具。
图3.4-2为原工件检测示意图。

图3.4-1 汽车制动蹄平行度检具
1—左支承块 2—左测轴 3—右测轴 4—右支承块 5—测量平板
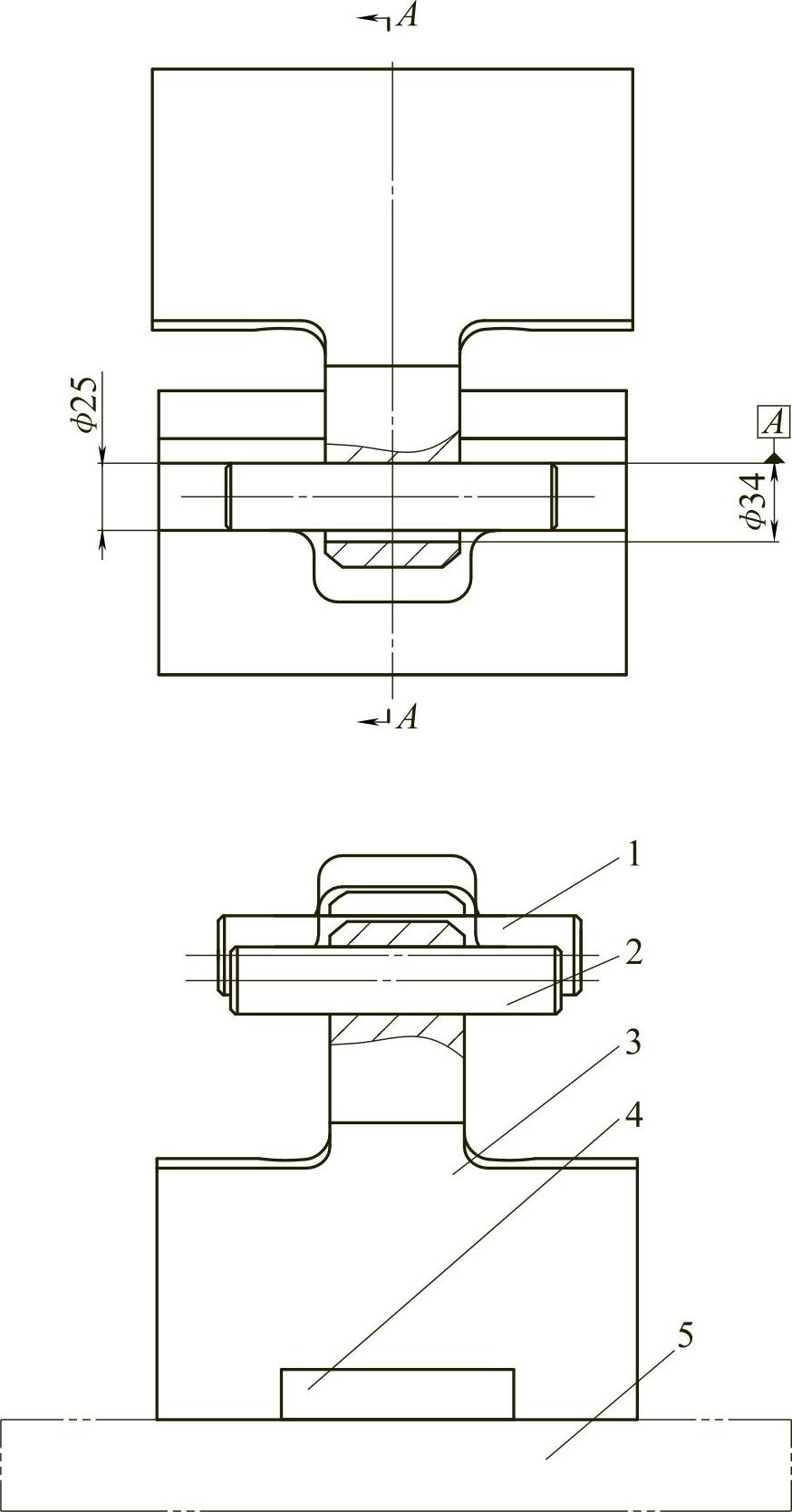
图3.4-2 原工件检测示意图
1—右测轴 2—左测轴 3—制动蹄 4—左右挡块 5—测量平板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。