



设计背景:
汽车凸缘盘加工有交错70°两排T形定位齿,要求精度和位置度高。过去检验位置度是把加工后工件先装入检验定位轴,在两顶尖中用三针放中间齿槽转180°检对称度,上下工件、调整检具、检测时间长。设计制作了专用检具后,解决了凸缘盘加工、检测难题,实现了准确、快速检测。
设计加工过程要点:
1.首先设计凸缘工件定位盘,底盘要有一定重量,确保工件装入后稳固,定位部分淬火后磨光。
2.量具体设计为桥式,中间铣空槽,空槽要保证量具体移动不碰定位轴,量具体底部加工一凸齿定位,上面横向加工槽装表架。
3.钩形表架上面铣有长槽通过手柄螺纹调整、紧固。设计70°靠板用来检两排T形齿位置,通过表头反装、直接在凸缘盘放70°靠板推、拉检具即可完成。
检具结构原理特点:
检具由工件定位盘1、量具主体3、钩形表架5、百分表4、手柄6等组成。工件2中的ϕ52mm孔装入量具主体3定位,量具主体下面有T形单键凸齿,插入工件中间齿槽定位,检对称,由于量具主体为桥式结构,横向槽装钩形表架5和百分表4,表头调整触到定位盘ϕ52mm轴,调头移动量具主体即可测出对称数值。70°靠板用于检两齿槽交错70°位置度(图3.2-2)。靠板单凸齿插入工件齿槽定位,百分表反装调整移动表头检测基面即可检70°,一套检具齿形对称、角度一次检测。
使用效果:(https://www.xing528.com)
改变了传统汽车凸缘加工检测方法,提高了工件检测效率和检测精度,为汽车零部件大量生产革新了新检具。
图3.2-1为汽车凸缘盘位置度检具结构示意图。
图3.2-2为检凸缘70°靠板示意图。
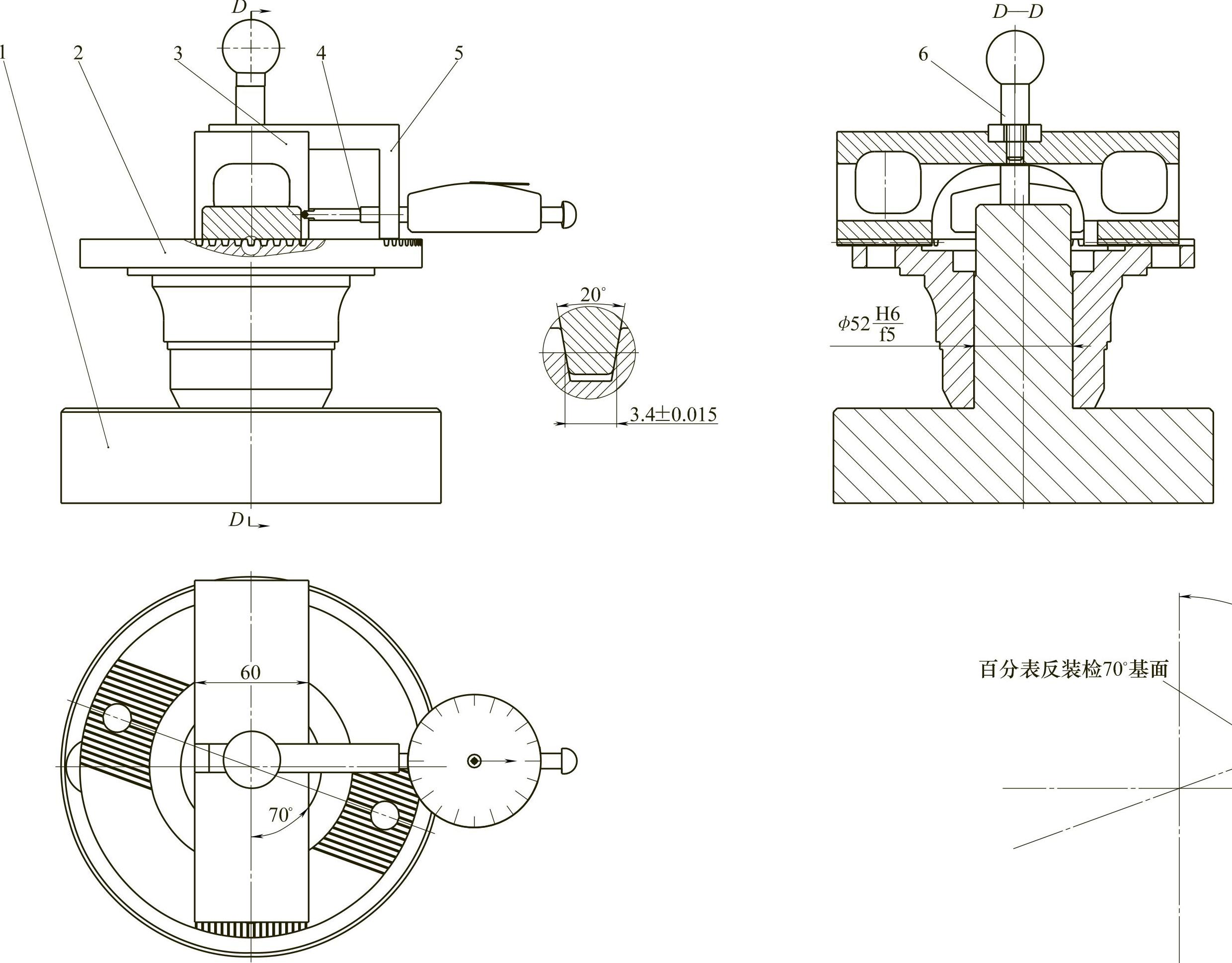
图3.2-1 汽车凸缘盘位置度检具结构示意图
1—工件定位盘 2—工件 3—量具主体 4—百分表 5—钩形表架 6—手柄
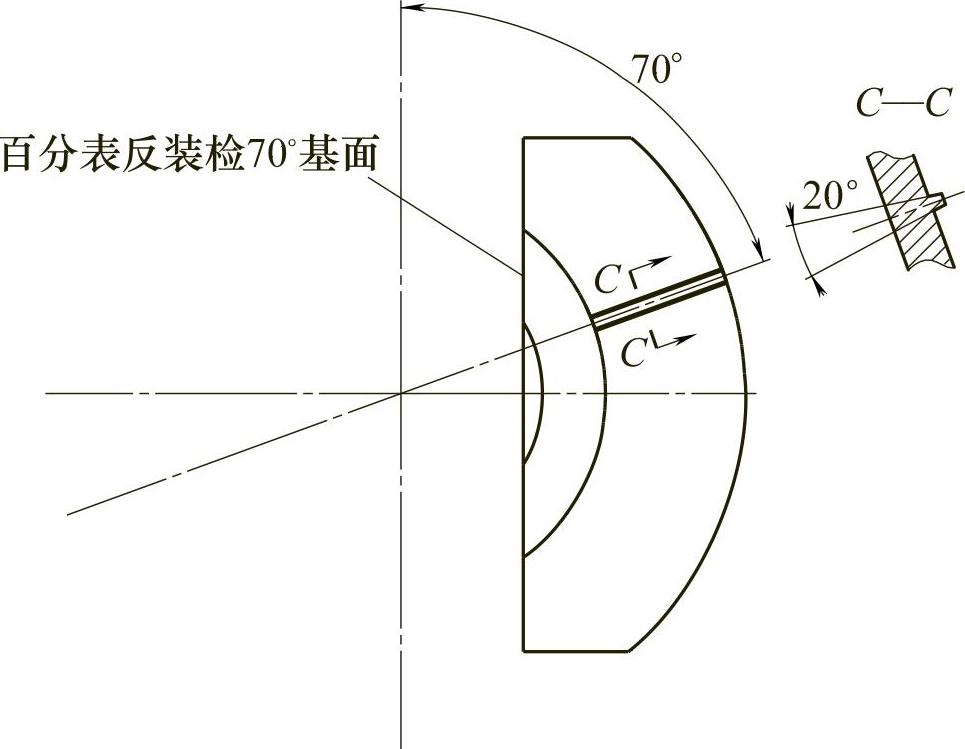
图3.2-2 检凸缘70°靠板示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。