



【摘要】:改进设计了普通钻头开槽与合金刀片埋入式组合方式,解决了组合刀具端齿后角加工难题,实现了机夹式组合沉孔加工各类螺钉沉孔,钻孔刀具成本低、切削性能好、加工效率高。图2.18-1为机夹沉孔组合钻结构示意图。图2.18-1 机夹沉孔组合钻结构示意图1—钻头 2—滚花外套 3—刀体 4—钻头调整螺纹轴 5—刀片 6—刀片顶紧螺钉 7—垫片
设计背景:
各种螺栓、螺钉沉孔的加工,一般厂家是用先钻底孔再用扩孔刀具来完成沉孔加工。一些大型企业选用整体进口刀具加工,整体组合刀具主要是端面齿连接部分加工困难,一般采取切出退刀槽后加工端齿后角,使刀具强度大大降低。改进设计了普通钻头开槽与合金刀片埋入式组合方式,解决了组合刀具端齿后角加工难题,实现了机夹式组合沉孔加工各类螺钉沉孔,钻孔刀具成本低、切削性能好、加工效率高。
设计过程要点:
1.刀体右端为带扁尾莫氏锥度,与钻杆内锥体配作。
2.前端设计圆柱轴台配装滚花外套,端面钻铰孔(或磨制)配装钻头,外圆轴向开对称槽配装合金刀片。
3.普通钻头在柄部轴向开对称槽、装合金刀片定位、用来加工沉孔。
4.滚花外套内孔与刀体轴台配加工,外圆钻铰对称螺纹孔装紧定螺钉、通过垫片压紧刀片和钻头加工,组合为复合刀具。
刀具结构原理特点:
钻头1装入刀体3铰制孔内。刀体和钻头轴向开槽装刀片5,通过滚花外套2圆周两刀片顶紧螺钉6、垫片7顶紧刀片和钻头进行加工。
1.标准钻头和刀体轴向开槽定位装合金刀片,使组合刀具加工简化、成本降低。(https://www.xing528.com)
2.钻头和合金刀片组合、线速度分布合理、不易烧刀,可提高切削速度、加工效率。
使用效果:
一次钻孔、扩沉孔成形,减少了换刀时间,提高了工效。标准高速工具钢钻头和合金刀片组合,为螺栓、螺钉等沉孔加工革新了刀具结构,填补了机夹沉孔刀具空白。
图2.18-1为机夹沉孔组合钻结构示意图。
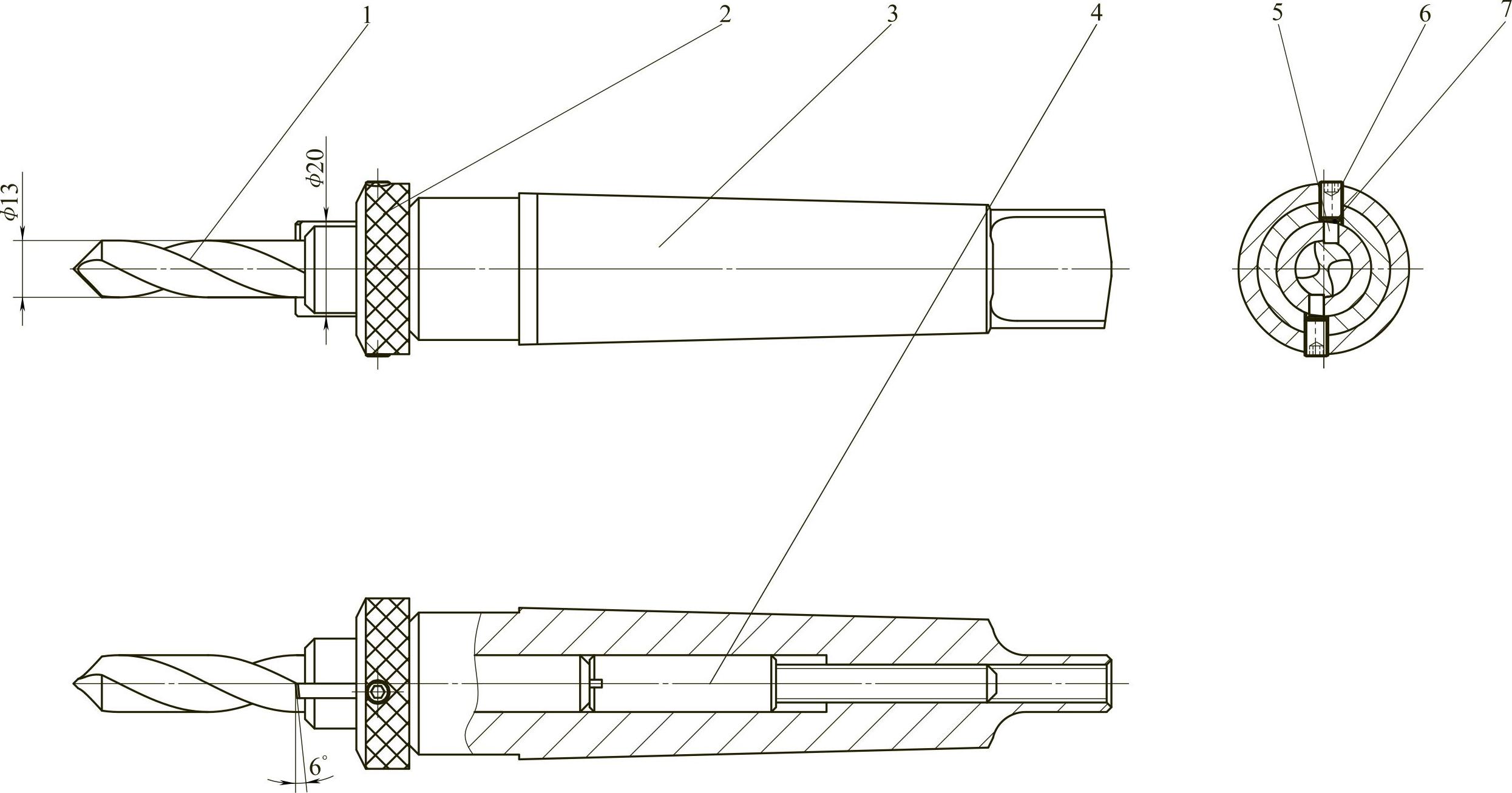
图2.18-1 机夹沉孔组合钻结构示意图
1—钻头 2—滚花外套 3—刀体 4—钻头调整螺纹轴 5—刀片 6—刀片顶紧螺钉 7—垫片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。