



设计背景:
某公司在加工M24大模数齿条时,由于齿条长而且厚、调质硬度高,用普通整体高速钢刀具切削刃磨损快、效率低、更换刀具调整机床、刀具位置费时,影响生产。通过现场分析,采用立装式刀片、交错齿排列、单角度可转位粗铣刀盘设计使用,取得了满意效果,大大提高了效率。
设计加工过程要点:
1.刀体材料42CrMo,精加工后氮化处理。因设计为单角度两次粗铣加工。
2.刀体端面采用两面对称键设计,便于刀盘转位调整、铣齿方便。由于齿深较深(50多毫米),所以采用立装刀片。上、下齿刀片LNE434-02,中间齿刀片较长的LNE446R01交错齿排列(并要保证有1.2~2.5mm搭接量),可实现分屑、减少振动。
3.为了保证切屑顺利排出,周齿、端齿前刀面要铣出较大排屑沟槽。
刀具结构特点:
M24可转位齿条粗铣刀盘由刀体1、外环齿刀片2(LNE434-02)共10片、内环齿刀片3(LNE434-02)共10片、中间齿刀片4(LNE446R01)共10片、刀片压紧螺钉5等装配组成。
1.刀盘内、中、外三层交错齿立装刀片排列,由于采用立装式刀片,刀片有较大的承载力、强度较大、耐冲击。(https://www.xing528.com)
2.由于产品工件模数大、齿沟槽深,刀盘设计为单角度齿面加工,分两次粗铣加工,解决了大模数齿条加工难题。
3.刀盘采用双面键槽设计,转位方向即可实现双齿面加工,简化了刀盘设计。
使用效果:
使用可转位粗铣刀盘加工M24齿条比原指形刀具工效提高2~3倍,为加工大模数齿轮、齿条工件改进了新工艺、新刀具。
图2.16-1为M24可转位齿条粗铣刀结构示意图。
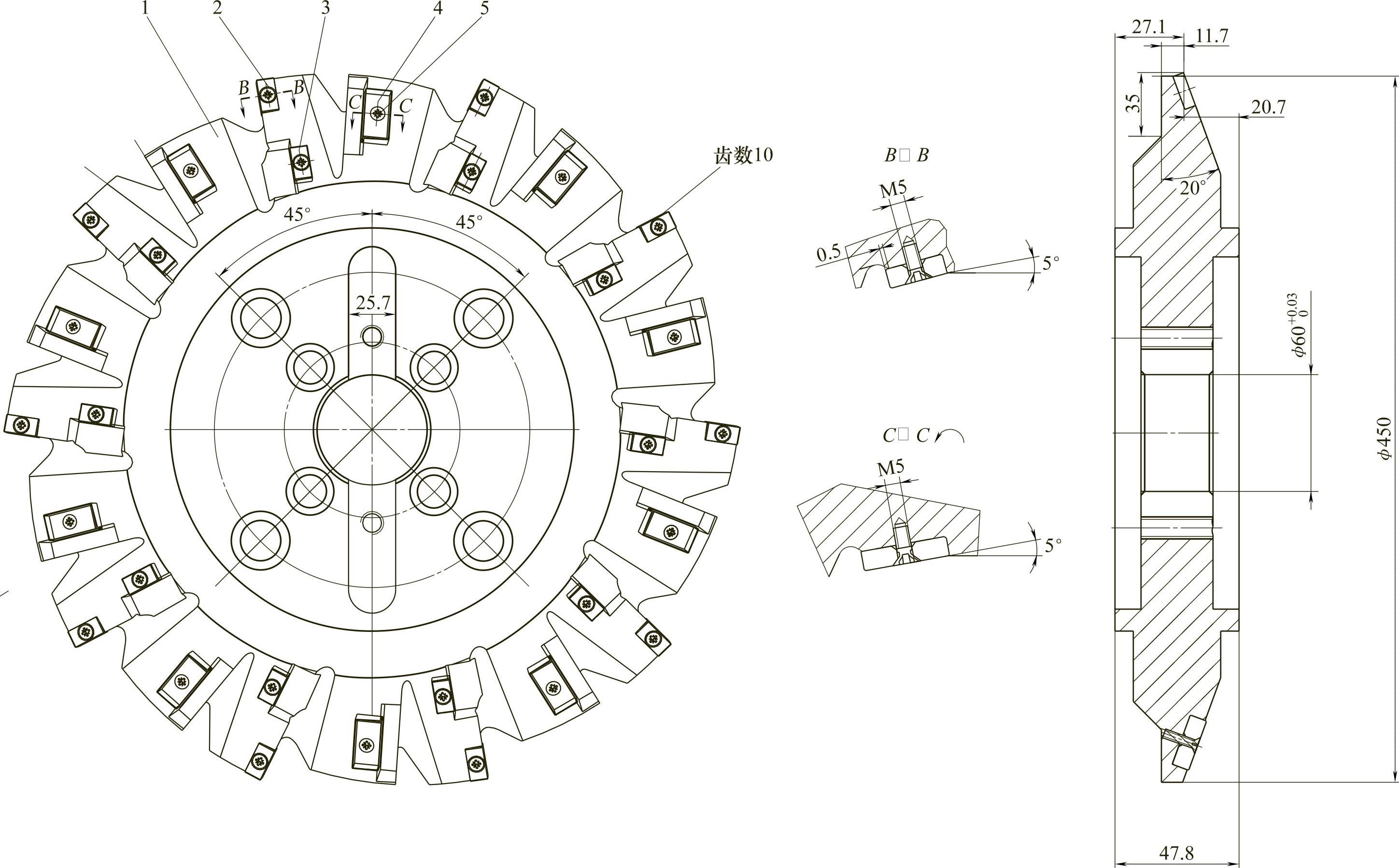
图2.16-1 M24可转位齿条粗铣刀结构示意图
1—刀体 2—外环齿刀片 3—内环齿刀片 4—中间齿刀片 5—刀片压紧螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。