



设计背景:
随着我国机械工业的发展,可转位刀片用量也越来越大。大部分工厂可转位刀片,特别是数控机床用刀片磨损后就退库更换,消耗量大、利用率低。河北程杰汽车转向机制造有限公司在加工转向机螺母时,根据转向螺母加工特点,铣六面、倒两个角、转向螺杆旋风铣外螺纹三个工序和SPWH12408刀片的使用、磨损特点,设计了三种不同可转位刀盘,刀片得到了重复利用,充分利用了刀片各刃角,做到了物尽其用。
设计过程要点:
1.根据转向螺母加工铣六面,设计制造了双头铣床、专用夹具。铣面设计了45°刀盘,切削使用刀尖部分。
2.倒角设计了30°可转位刀盘,切削使用周边切削刃。
3.铣螺杆外螺纹设计了可转位双圆弧刀盘,切削用线切割双圆弧切削刃。
4.三工序加工设计三种不同类型可转位刀盘(设计要注意:双面铣、双面倒角刀盘都要设计左、右各一个)。
刀具结构特点:
根据转向螺母铣六面、倒角和转向螺杆旋风铣双圆弧螺纹特点,设计了三种不同可转位刀盘,加工三个工序。充分利用了刀片各个刀刃、角切削加工。铣面用45°刀盘,用刀尖部位;倒角30°刀盘,用周边切削刃;铣螺纹用双圆弧旋风铣刀盘,用磨损后刀尖线切割后双圆弧齿形。
使用效果:
刀具改进后刀片使用量减少了三分之二,为企业和国家节约了大量资金和资源。
结构原理加工示意图:(https://www.xing528.com)
图2.15-1第一工序45°刀盘用刀尖部位铣削六面示意图。
图2.15-2第二工序30°刀盘用刀片周边切削刃部位铣削倒角示意图。
图2.15-3第三工序铣刀盘用线切割双圆弧刀片铣削螺纹示意图。
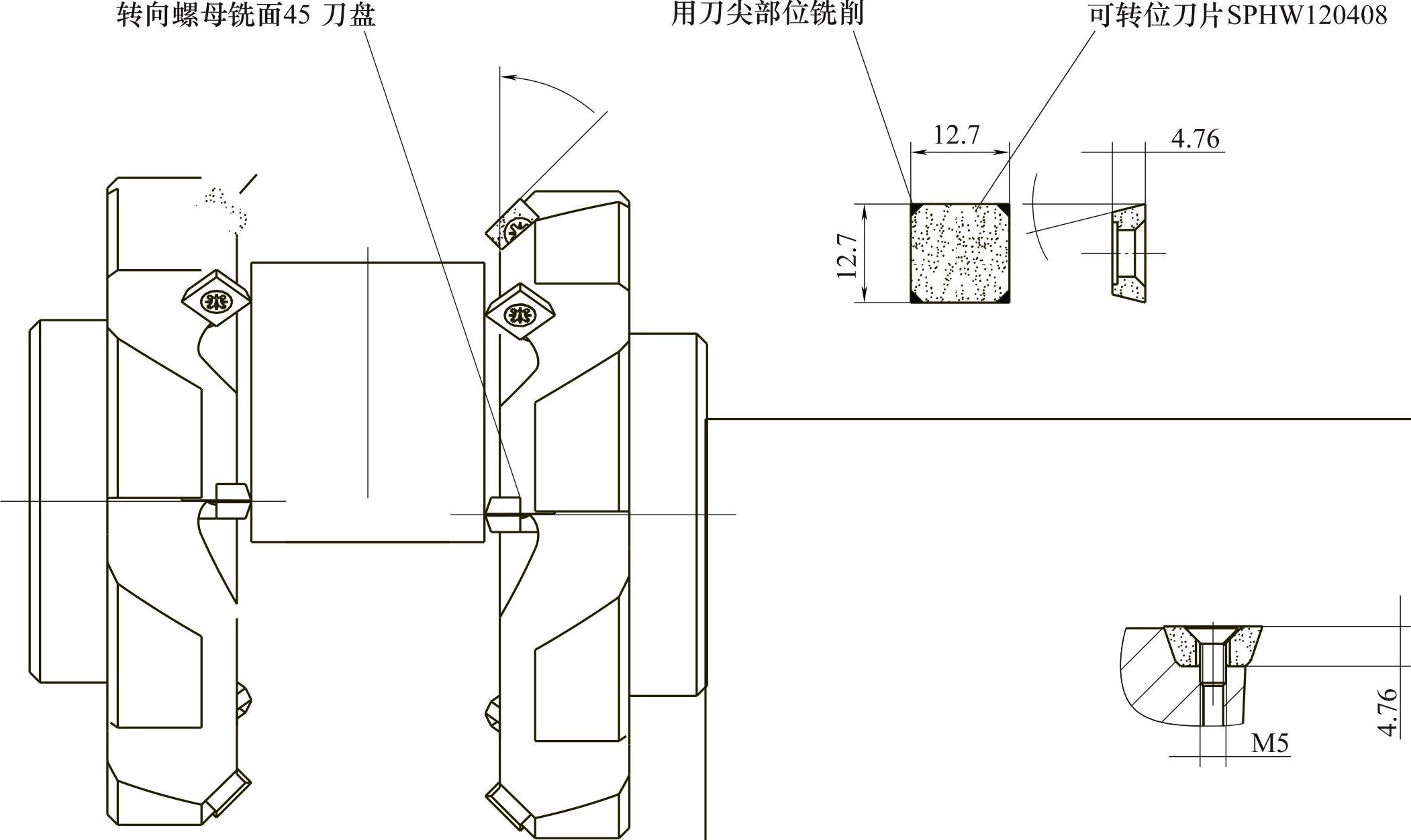
图2.15-1 第一工序45°刀盘用刀尖部位铣削六面示意图
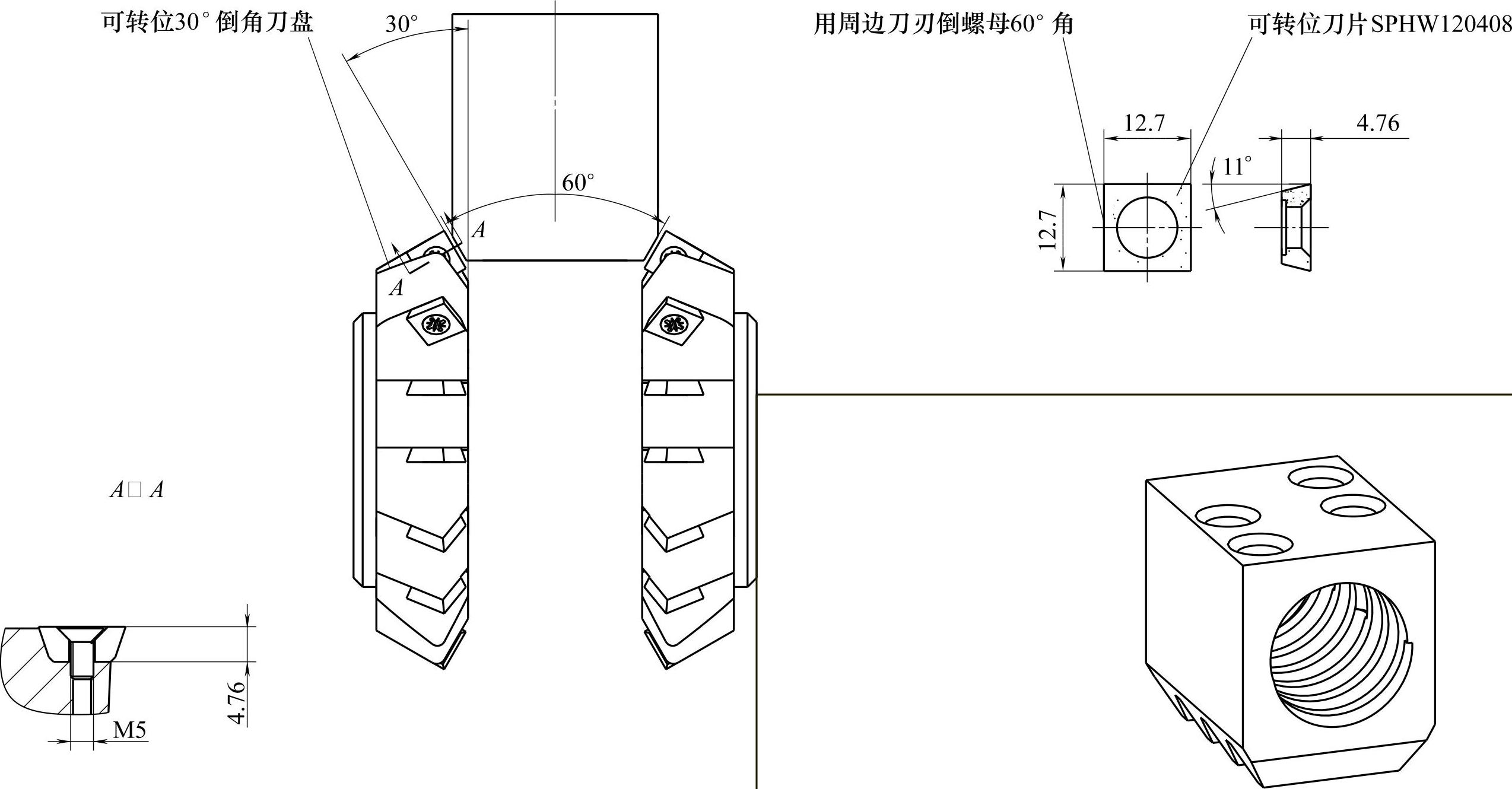
图2.15-2 第二工序30°刀盘用刀片周边切削刃部位铣削侧角示意图
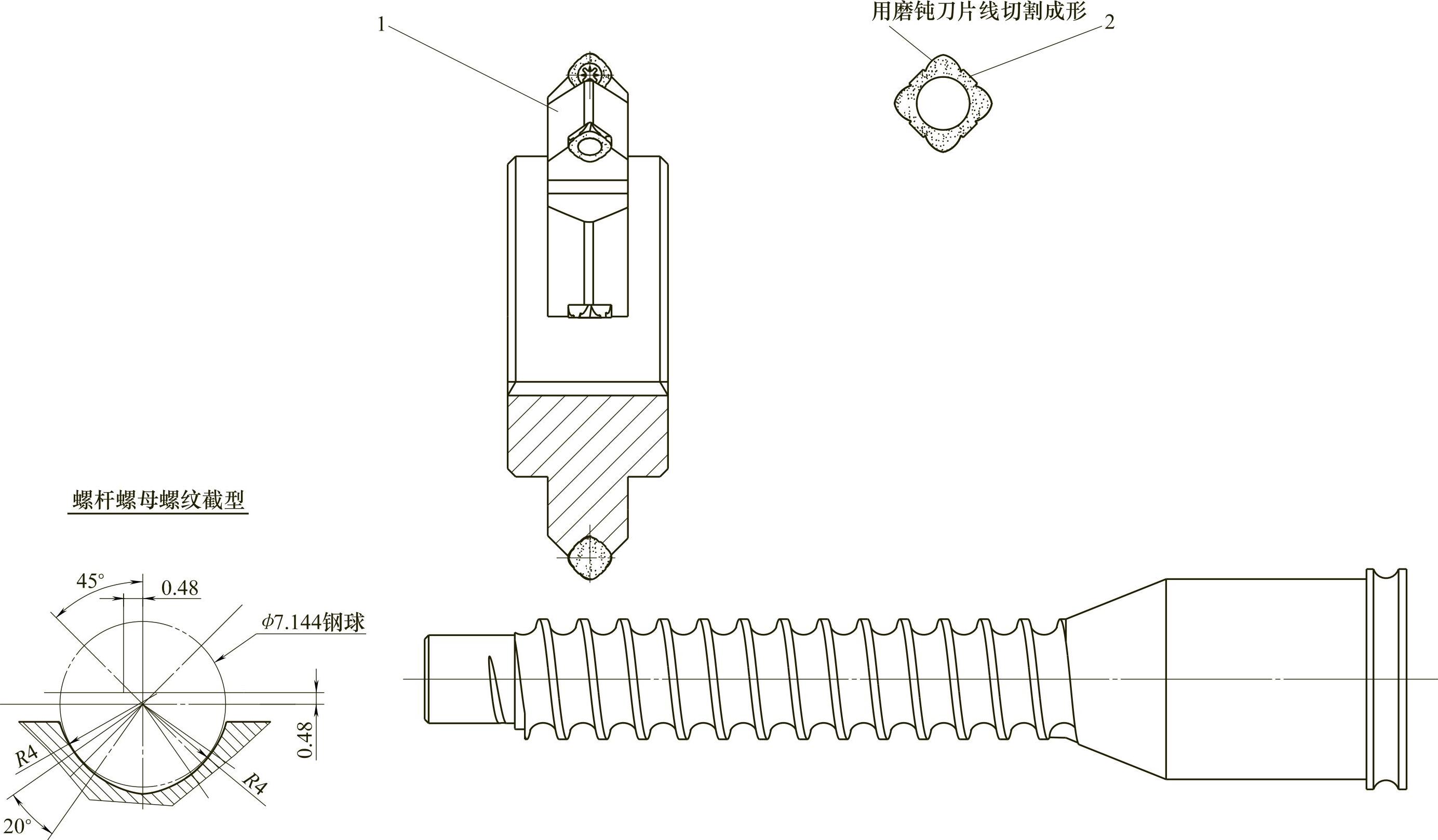
图2.15-3 第三工序铣刀盘用线切割双圆弧刀片铣削螺纹示意图
1—可转位双圆弧旋风铣刀盘 2—可转位刀片SPHW120408
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。