



【摘要】:我们参考国外小型高压冷却刀柄,根据国内现有大型镗、铣床结构特点,进行了改进设计,设计制造了60变50柄高压冷却刀柄,解决了加工冷却问题。装置结构原理特点:冷却装置通过ST60刀柄主体2与机床主轴内孔连接,内锥度装标准50刀柄。图示装置装于TK6920落地镗床,用于内冷却。图2.14-1为高压冷却刀柄与机床连接结构示意图。
设计背景:
大型镗、铣床在加工大孔、深孔时,由于机床没有设计高压冷却装置,经常造成刀具损坏,加工工件效率低、质量也差。我们参考国外小型高压冷却刀柄,根据国内现有大型镗、铣床结构特点,进行了改进设计,设计制造了60变50柄高压冷却刀柄,解决了加工冷却问题。
设计加工过程要点:
1.ST60柄主体,锥柄与机床主轴孔接,右端内孔装普通50刀柄,外圆装内冷却装置,通过空心拉钉管M24螺纹拉紧。
2.设计高压冷却装置轴承架5,通过轴承、油封4等定位,装于主体,通过轴承架连接总成6与导油板7接合。
3.设计导油板,板内油孔与机床出油孔连通,进油孔与轴承架连接总成密封连接。装置结构原理特点:
冷却装置通过ST60刀柄主体2与机床主轴内孔连接,内锥度装标准50刀柄。刀柄主体2外圆配磨装前后轴承3、前后油封4、轴承架5等,通过压盖、卡簧定位。高压油通过机床油孔进入导油板7油腔,实现了工件冷却。(https://www.xing528.com)
利用机床原有油孔,设计改装了高压冷却刀柄,解决了镗床、铣床等大型设备钻、镗深孔冷却难题。
图示装置装于TK6920落地镗床,用于内冷却。工装与机床配装、调整合格后锁紧,打定位销孔定位,装配后要确保无泄漏油现象,转动灵活、定位可靠。
图2.14-1为高压冷却刀柄与机床连接结构示意图。
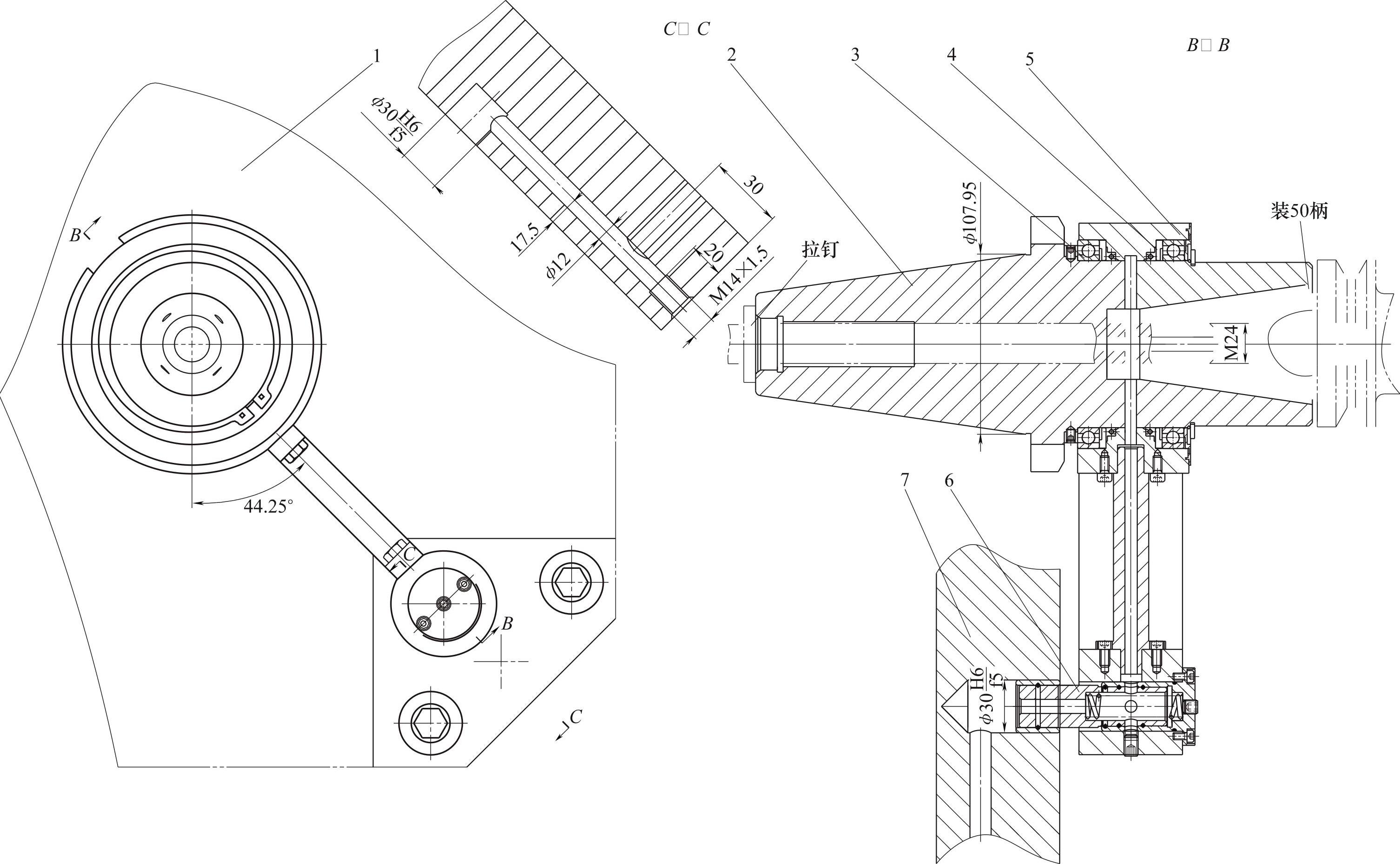
图2.14-1 高压冷却刀柄与机床连接结构示意图
1—原机床主轴护方板 2—刀柄主体 3—轴承 4—油封 5—轴承架 6—轴承架连接总成 7—导油板(与机床油孔接合)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。