



【摘要】:针对以上问题,根据小直径立铣刀、键槽铣刀直柄特点,柄部进行了改制,设计制作了加长刀柄,直柄定位、螺纹锁紧,实现了普通标准刀具加工深槽。图2.12-1为加工中心小直径刀具接柄结构示意图。
设计背景:
立铣床、立式、卧式加工中心等机床在加工刀具、加工深槽等工件时经常遇到普通刀具长度不够的情况,加长刀具订制周期长,影响生产加工。针对以上问题,根据小直径立铣刀、键槽铣刀直柄特点,柄部进行了改制,设计制作了加长刀柄,直柄定位、螺纹锁紧,实现了普通标准刀具加工深槽。
设计加工过程要点:
1.设计加长接柄,材料选用40Cr,粗加工(两端不得钻孔)后进行调质处理,硬度35~40HRC。
2.精加工螺纹底孔、钻铰定位孔、攻螺纹一次定位加工。
3.精车外圆要用前端带螺纹与孔配合的轴定位。螺纹紧固后钻中心孔,死顶尖顶中心孔精加工外圆,以保证内孔和外圆同轴度。
4.铣刀柄部螺纹要设计专用弹性夹头来定位、夹紧,可在螺纹磨床或C8955铲床加工。
刀具结构原理特点:
利用原刀具直柄磨螺纹改制连接而成,定心精度高、拉紧力强、刀柄相对直径小、减少了加工干涉。
1.刀具的加工:刀具螺纹可在螺纹磨床或C8955铲床用砂轮改制。(https://www.xing528.com)
2.接杆用40Cr料调质后钻孔、铰孔、攻螺纹、精车外圆(或磨外圆)完成。
3.要保证内外圆螺纹同轴度(用工装保证)。
图2.12-1为加工中心小直径刀具接柄结构示意图。
图2.12-2为小直径刀具接柄加工示意图。
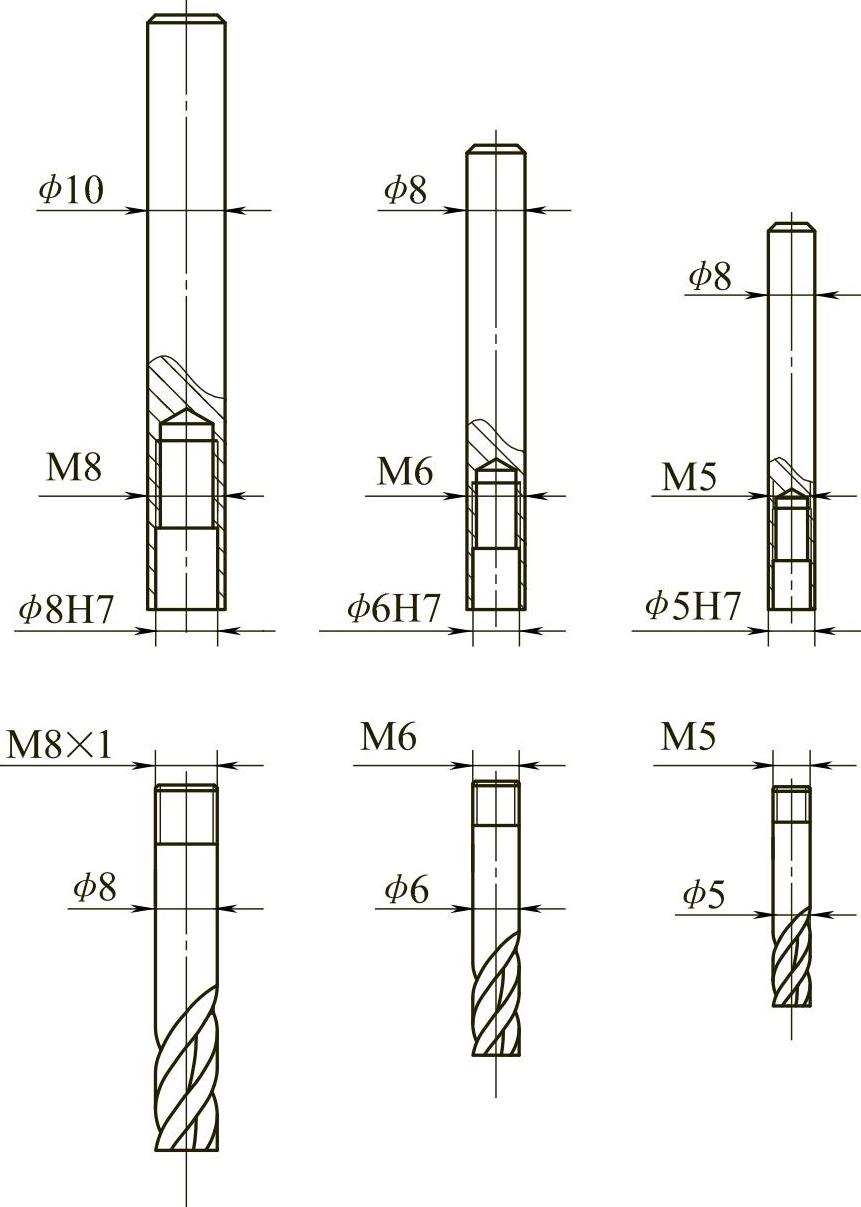
图2.12-1 加工中心小直径刀具接柄结构示意图
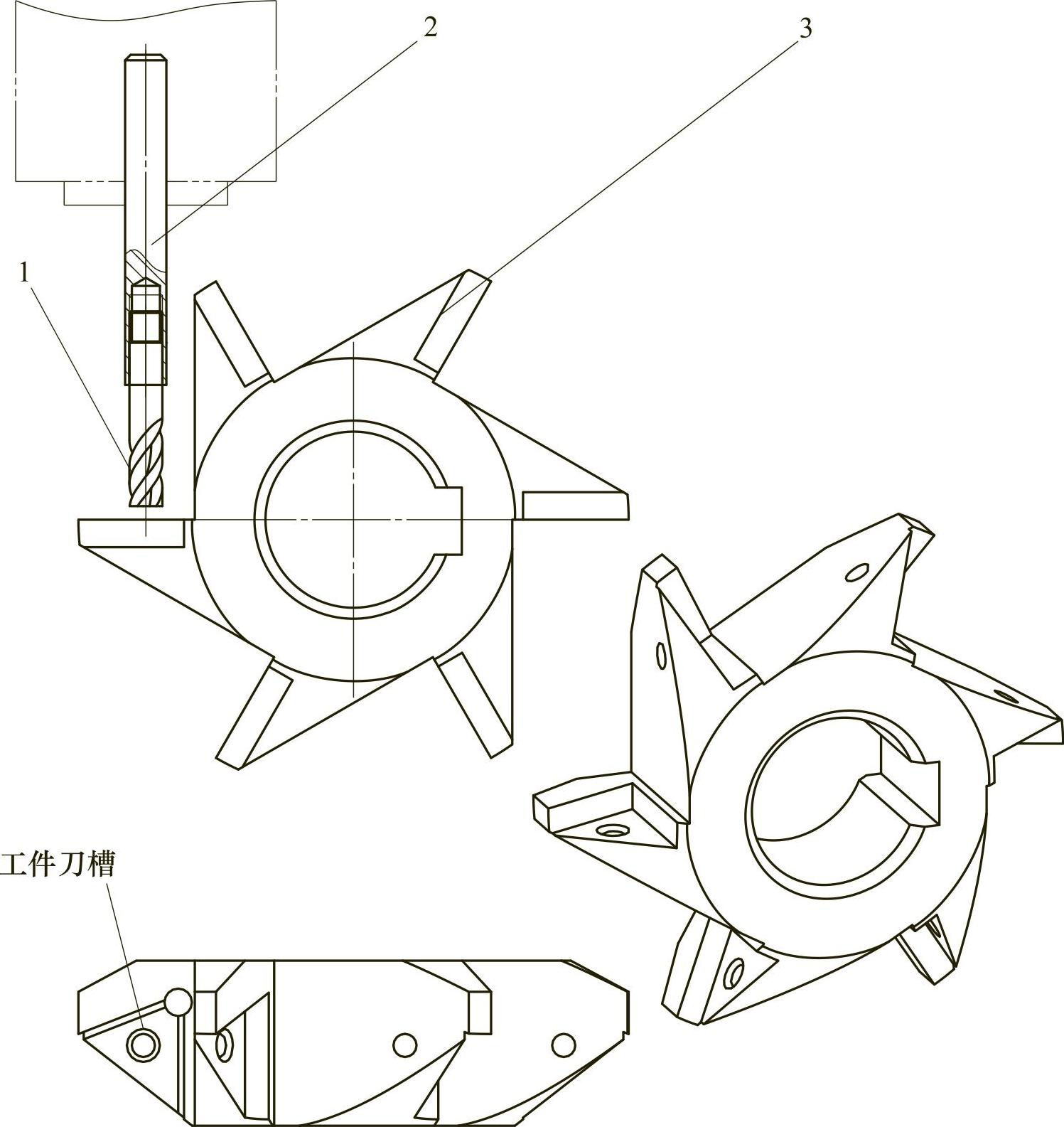
图2.12-2 小直径刀具接柄加工示意图
1—刀具 2—刀具接杆 3—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。