



【摘要】:产量大、品种多、双圆弧螺纹切削深度又深,一般厂家是用手工对样板磨刀头,用国产内旋式旋风铣床加工螺杆螺纹。我们设计了外旋式可转位双圆弧螺纹旋风铣刀盘,螺纹加工质量和效率均有较大提高,同时也填补了国内空白。滚珠丝杠为双圆弧螺纹,螺纹深度较深,切削力大,上下调整刀具也费时。图2.9-1为可转位双圆弧螺纹旋风铣刀结构示意图。
设计背景:
滚珠丝杠是机床、汽车等行业关键部件。产量大、品种多、双圆弧螺纹切削深度又深,一般厂家是用手工对样板磨刀头,用国产内旋式旋风铣床加工螺杆螺纹。我们设计了外旋式可转位双圆弧螺纹旋风铣刀盘,螺纹加工质量和效率均有较大提高,同时也填补了国内空白。
设计加工过程要点:
1.刀盘由传统内旋式改进为外旋式,直径ϕ130×32(孔)八齿装带孔方刀片,双圆弧齿形。
2.双圆弧可转位铣刀盘关键是没有标准刀片,无厂家生产,设计了批量加工刀片的线切割台(图4.23-1)。
3.刀体用42CrMo,调质、氮化处理。
刀具结构原理特点:
国内生产旋风螺纹铣床厂家大多是内旋式结构(刀盘围绕螺杆旋转)。滚珠丝杠为双圆弧螺纹,螺纹深度较深,切削力大,上下调整刀具也费时。我们自行改装了外旋式旋风铣床,设计了可转位旋风铣刀盘,取得了较好效果。
1.外旋式刀盘,刚性好、调整上下方便。
2.刀盘装自制可转位刀片,不用调刀,对刀。
3.刀片为前工序使用过的旧刀片改制而成,线切割成形、成本低。(https://www.xing528.com)
4.加工质量好、效率高。
使用效果:
河北程杰汽车转向机制造有限公司自1998年以来,一直使用该刀具加工各种机械式、动力式转向螺杆。
图2.9-1为可转位双圆弧螺纹旋风铣刀结构示意图。
图2.9-2为刀片、工件齿形示意图。
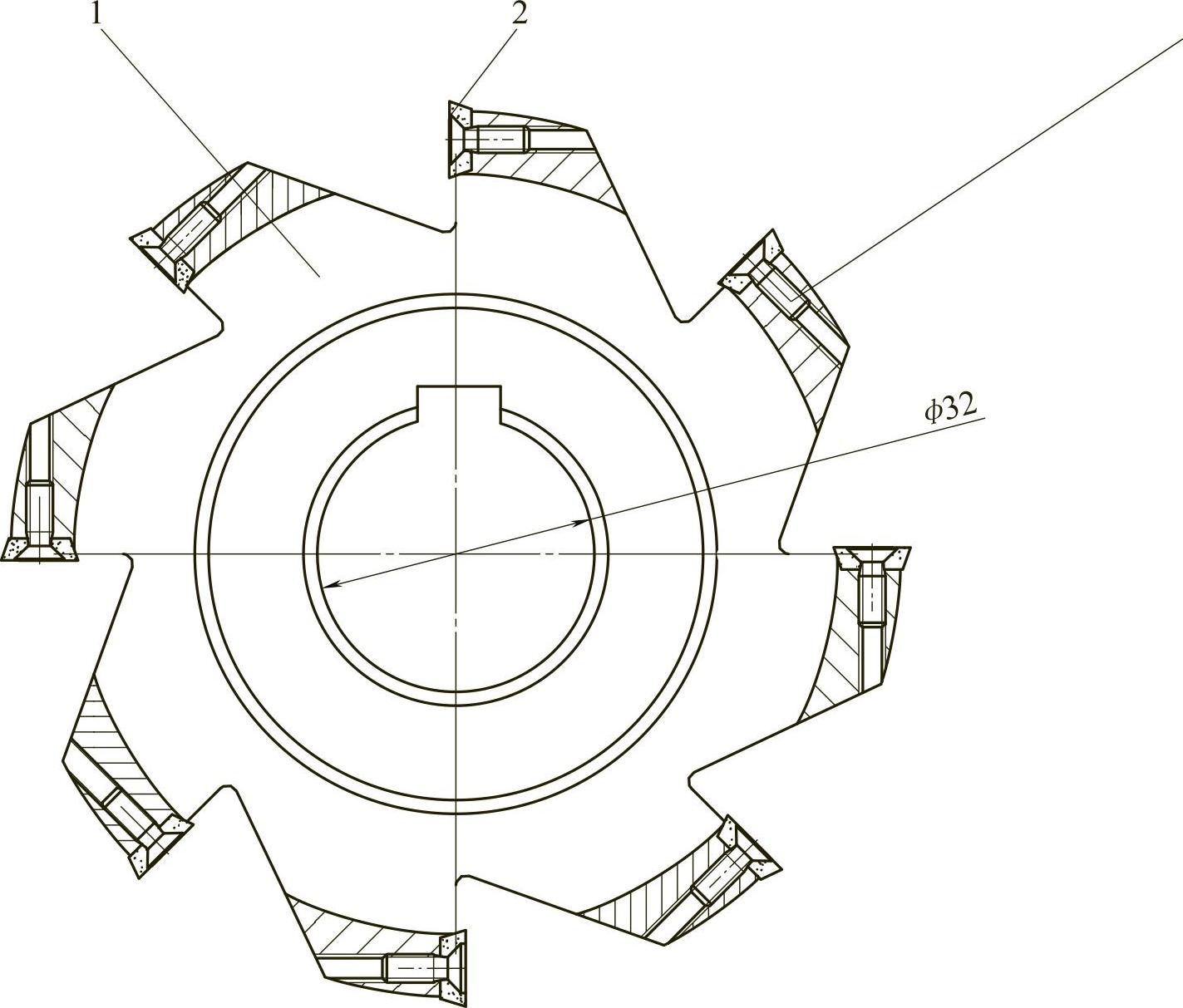
图2.9-1 可转位双圆弧螺纹旋风铣刀结构示意图
1-刀体 2-刀片 3-螺钉
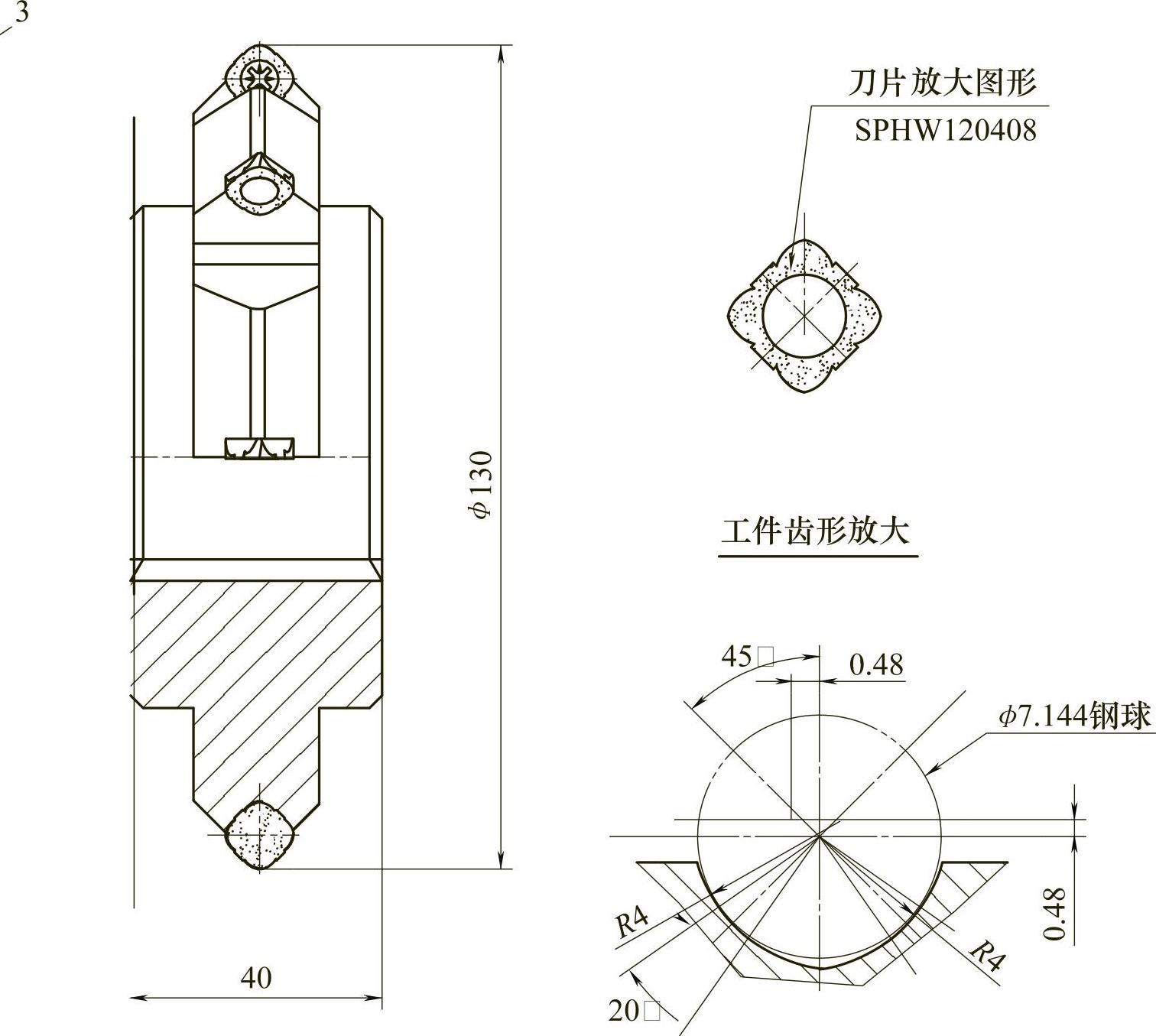
图2.9-2 刀片、工件齿形示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。