



【摘要】:但锥形可转位螺旋立铣刀还没有标准,无厂家生产。造船、水电等企业一些大型工件需要进行反锥度型面加工,普通刀具加工困难、效率低。设计加工过程要点:1.反锥度螺旋立铣刀直径大头180mm,选用带孔方刀片。图2.8-1 可转位反锥度螺旋立铣刀结构示意图1—刀体 2—SPHW120408刀片 3—XPHW1504PPR刀片 4—螺钉
设计背景:
可转位螺旋立铣刀具有较高的切削速度,加工效率高,在机械加工中应用广泛。但锥形可转位螺旋立铣刀还没有标准,无厂家生产。造船、水电等企业一些大型工件需要进行反锥度型面加工,普通刀具加工困难、效率低。根据用户要求设计了反锥度螺旋立铣刀,解决了加工问题。
设计加工过程要点:
1.反锥度螺旋立铣刀直径大头ϕ180mm,选用带孔方刀片(周齿SPHW120408标准方刀片、端齿为XPHW1504PPR刀片)。
2.刀体材料42CrMo,调质处理后加工,由于刀体直径大、沟槽较深,铣刀片槽要用加长柄立铣刀(可采用图2.12-1所示的加工中心小直径刀具加长接柄结构)加工。
3.端齿刀片设计加工要高出周齿刀片0.5mm。
4.为了保证刀片压紧牢固,钻铰紧固螺钉孔中心向内偏心0.15~0.3mm。
5.刀体精加工后进行氮化处理。
刀具结构原理特点:(https://www.xing528.com)
1.刀体齿数为六齿、端齿三齿;刀片交错排列、锥角30°;
2.适于加工大型工件角度和斜角;
3.加工效率高。
图2.8-1为可转位反锥度螺旋立铣刀结构示意图。
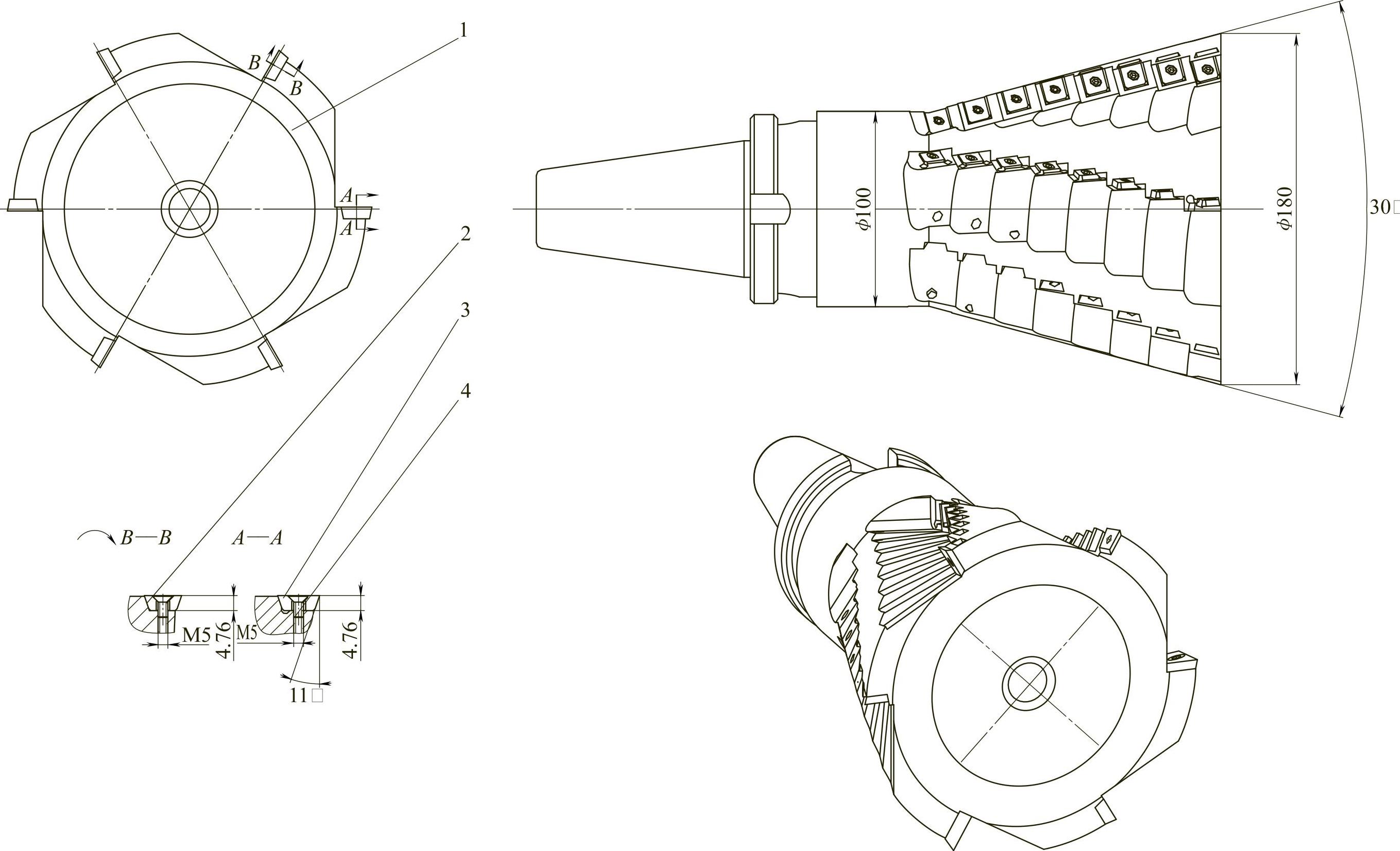
图2.8-1 可转位反锥度螺旋立铣刀结构示意图
1—刀体 2—SPHW120408刀片 3—XPHW1504PPR刀片 4—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。