



【摘要】:15°前角长刀片3装入刀片锁紧轴4槽内,通过锁紧螺母6、刀体槽拉紧,刀片磨损后可在刀体槽前后移动调整。使用效果,注意事项:机夹式积屑车刀加工铸铁件棒料时,铁屑顺利进入聚屑罩,从刀体孔下方集中排出,不再到处飞溅伤人。图2.5-1 机夹积屑车刀结构示意图1—聚屑罩紧固螺钉 2—聚屑罩 3—长刀片 4—刀片锁紧轴 5—刀体 6—锁紧螺母图2.5-2 刀片尺寸
设计背景:
车工在加工铸铁、铸铜等脆性材料时,铁屑经常乱飞,有时会给操作工人造成伤害。刀具装有聚屑板,设计了刀片有大前角,可集聚铁屑流向刀具,解决了加工铸铁等脆性材料加工中铁屑乱飞伤人现象。
设计加工过程要点:
1.在刀具刀体上设计、加工排屑孔、装刀片槽(刀片槽6°斜度,形成刀片后角)。
2.制作聚铁屑罩,刀片磨大前角,让铁屑顺前角方向流向刀体排屑孔,由于排屑孔为通孔,铁屑集中流向孔下方排出。
3.刀片采用机械夹固式,大前角刀片,修磨调整方便。
刀具结构原理特点:
由聚屑罩2通过聚屑罩紧固螺钉1紧固在刀体5前端。15°前角长刀片3装入刀片锁紧轴4槽内,通过锁紧螺母6、刀体槽拉紧,刀片磨损后可在刀体槽前后移动调整。用机夹积屑车刀由于有聚屑板,铁屑可定向流入刀体孔内。
1.刀片为长条形9°前角(刀片原15°,刀体倾斜8°后角后形成),切削锋利、有利铁屑顺前刀面流向聚屑罩、排屑孔集聚铁屑。
2.聚屑罩覆盖刀片,铁屑可集聚流向刀体方孔内。
3.YG8合金刀片为长条形磨损调整方便、寿命长。(https://www.xing528.com)
使用效果,注意事项:
机夹式积屑车刀加工铸铁件棒料时,铁屑顺利进入聚屑罩,从刀体孔下方集中排出,不再到处飞溅伤人。粉尘也大大减少,实现了安全文明生产。为了取得更好效果,要根据材料软硬、加工直径,调整进给量和吃刀量。
图2.5-1为机夹积屑车刀结构示意图。
图2.5-2为刀片尺寸图。
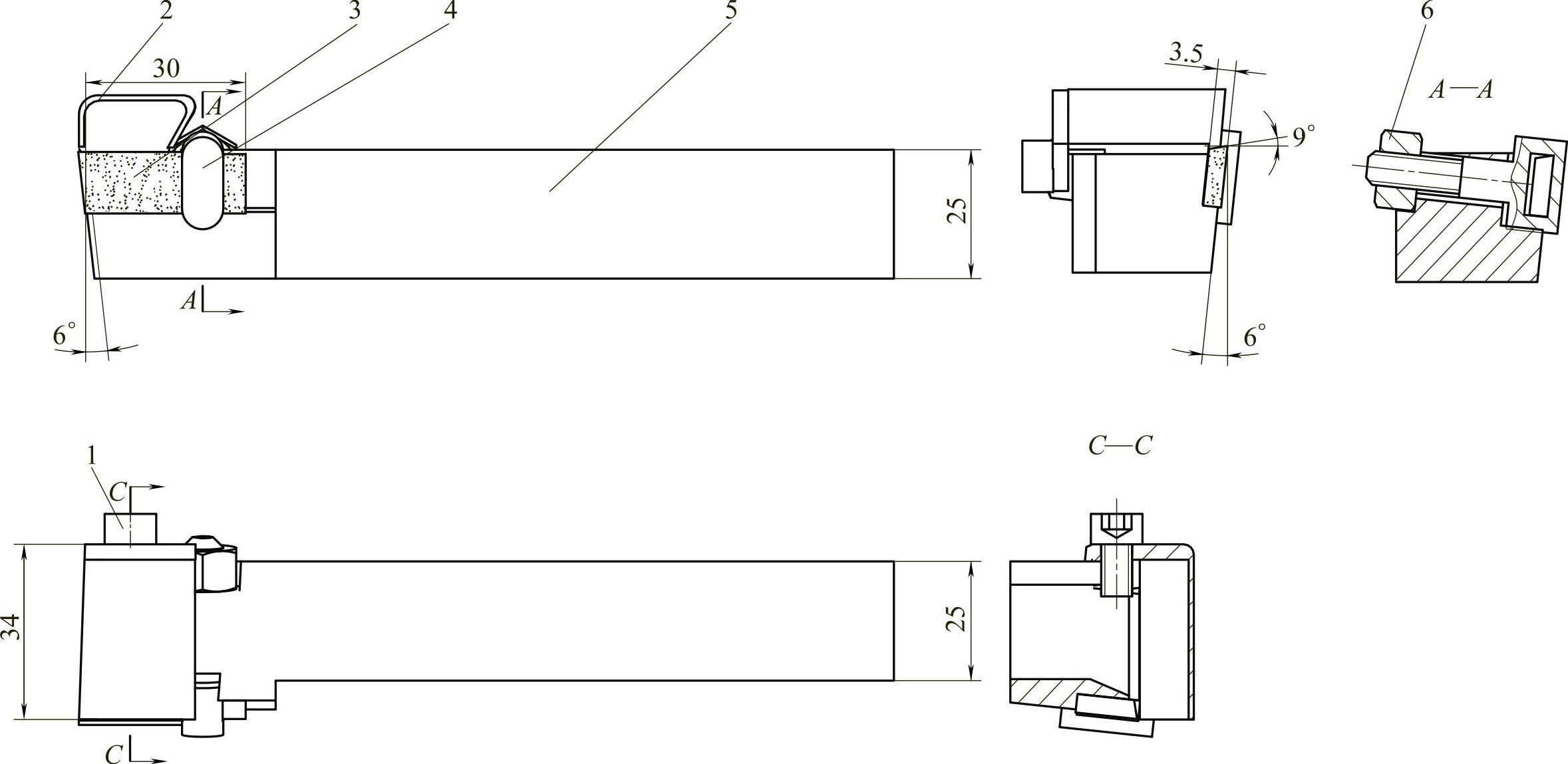
图2.5-1 机夹积屑车刀结构示意图
1—聚屑罩紧固螺钉 2—聚屑罩 3—长刀片 4—刀片锁紧轴 5—刀体 6—锁紧螺母
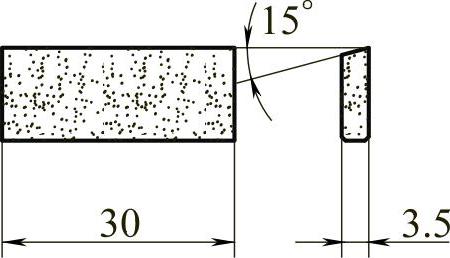
图2.5-2 刀片尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。