



【摘要】:我们在车间仔细观察工人操作、听取意见、构思方案、不断改进,用钻头开槽和复合刀片组合试制成功了机夹C型中心孔复合钻,解决了长期存在的加工难题,也为机械加工创造了新刀具。图2.3-1为机夹C型中心孔复合钻结构示意图。图2.3-1 机夹C型中心孔复合钻结构示意图1—底孔钻头 2—定位刀片 3—螺钉 4—刀体 5—调整螺钉 6—钻头紧固螺钉
设计背景:
刀具、刀柄等各种轴类常需加工C型中心孔,C型中心孔包括螺纹底孔、沉孔、60°孔、120°孔,过去都是用多把刀具换刀来加工C型中心孔。我们在车间仔细观察工人操作、听取意见、构思方案、不断改进,用钻头开槽和复合刀片组合试制成功了机夹C型中心孔复合钻,解决了长期存在的加工难题,也为机械加工创造了新刀具。
设计加工过程要点:
1.在普通钻头开槽定位,解决了组合阶梯式刀具端面齿后角加工难点。
2.刀片为埋入式结构、加工、复磨大大方便。
3.复合刀片设计专用工装加工后组合,为了方便钻头调整、定位,尾部设计内螺纹装调整螺钉(刀片材料可用硬质合金或高速工具钢)。
刀具结构原理特点:
底孔钻头1柄部磨有24槽定位刀片2,钻头装入刀体4孔内,用调整螺钉5调整定位,钻头紧固螺钉6压紧。刀片2由钻头柄24槽定位、螺钉3压紧。由于磨槽定位解决了刀具连接底齿加工难点,标准钻头磨槽组合,同时也给刀具设计人员改进、设计刀具提供了新结构、新方法。(https://www.xing528.com)
使用效果:
太原工具厂纳入工艺使用30多年来在生产中发挥了较大作用。
图2.3-1为机夹C型中心孔复合钻结构示意图。
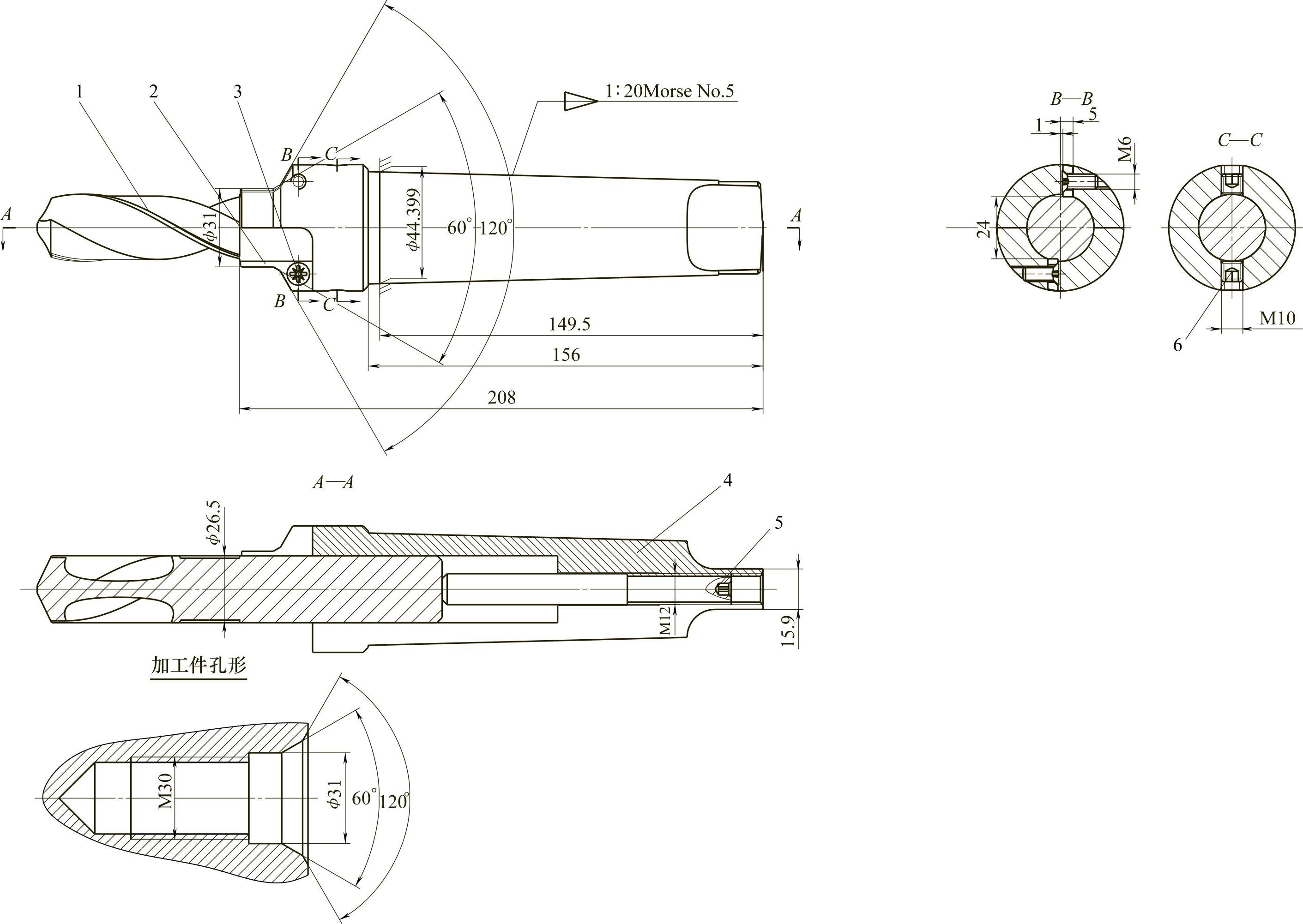
图2.3-1 机夹C型中心孔复合钻结构示意图
1—底孔钻头 2—定位刀片 3—螺钉 4—刀体 5—调整螺钉 6—钻头紧固螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。