



【摘要】:在使用中钻杆齿条、套筒、轴承等部件磨损后,对于钻孔、扩孔深度要求高的加工件定位精度就达不到了。钻孔时工装和钻杆上、下同时移动,当圆螺母移动到垫圈处,钻孔深度到位,刀具退回。图1.15-1 钻床钻孔深度定位改进结构示意图1—调整螺纹杆 2—锁紧螺母 3—圆螺母 4—花键轴 5—圆垫圈 6—带轮 7—套筒图1.15-2 钻孔深度定位零件示意图
设计背景:
钻床钻孔深度的定位,一般都是用原设计套筒定位杆调节来实现。在使用中钻杆齿条、套筒、轴承等部件磨损后,对于钻孔、扩孔深度要求高的加工件定位精度就达不到了。为了解决这一问题,在主轴钻杆尾部加工一螺纹孔,装上改进的定位装置后取得了较好效果,定位精度提高,达到了工艺要求。
设计过程要点:
先在主轴钻杆尾部钻ϕ6.7mm螺纹底孔,攻M8螺纹,设计制作调整螺纹杆、圆螺母、圆垫圈后组装使用(零件尺寸根据机床配加工)。
改进结构特点:
在主轴钻杆尾部花键轴4钻铰一个M8螺纹孔,加装钻孔深度调整螺纹杆1(锁紧在钻杆花键轴上)、锁紧螺母2、圆螺母3调整钻孔深度H值。圆垫圈5装入花键轴4与带轮6来定位,圆螺母3和圆垫圈间距离H即加工深度。钻孔时工装和钻杆上、下同时移动,当圆螺母移动到垫圈处,钻孔深度到位,刀具退回。改装后定位精度提高。
改进效果:
传统钻孔深度定位装置当钻杆齿条等部件磨损后,定位精度不稳定。改进钻孔深度方法后,定位质量稳定,同时也为钻床定位提供了新方法。(https://www.xing528.com)
图1.15-1为钻床钻孔深度定位改进结构示意图。
图1.15-2为钻孔深度定位零件示意图。
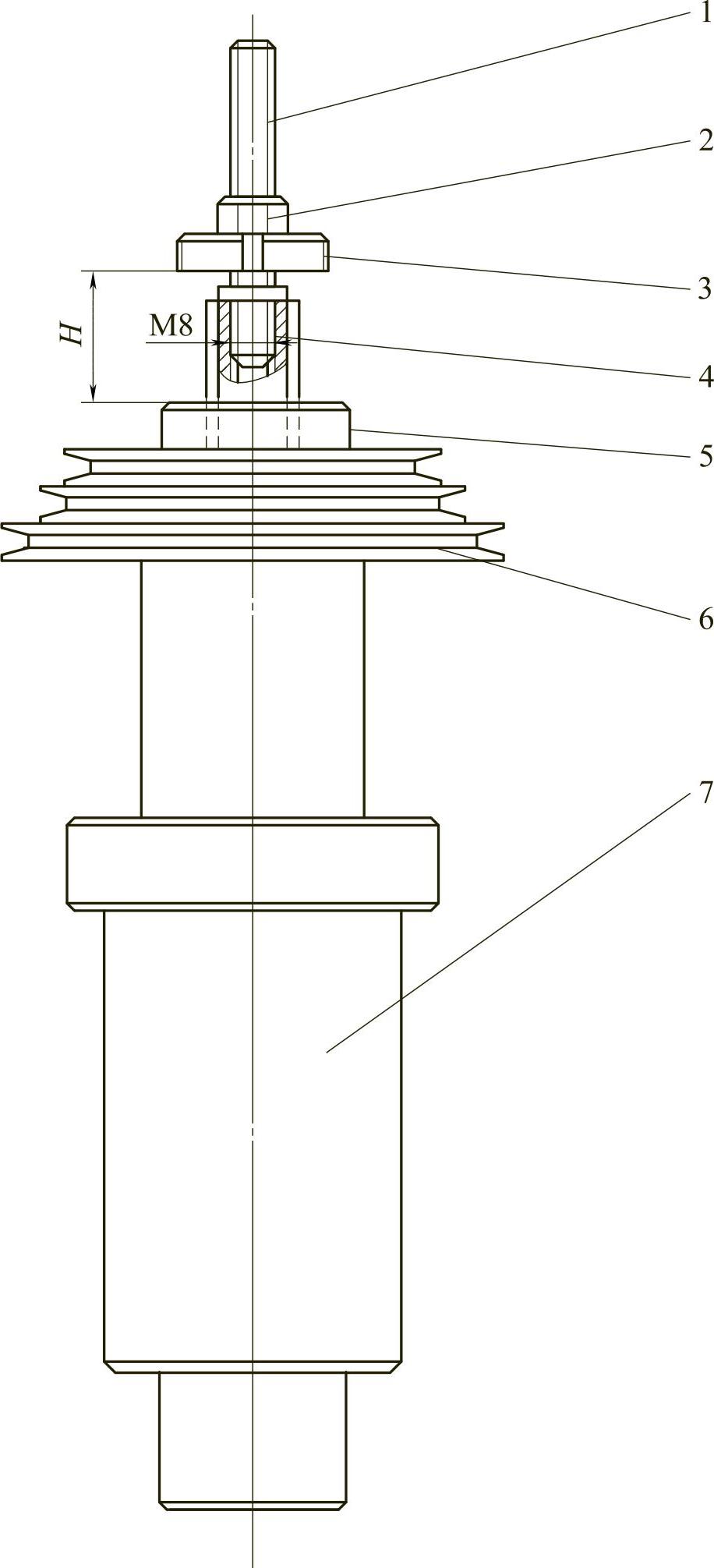
图1.15-1 钻床钻孔深度定位改进结构示意图
1—调整螺纹杆 2—锁紧螺母 3—圆螺母 4—花键轴 5—圆垫圈 6—带轮 7—套筒
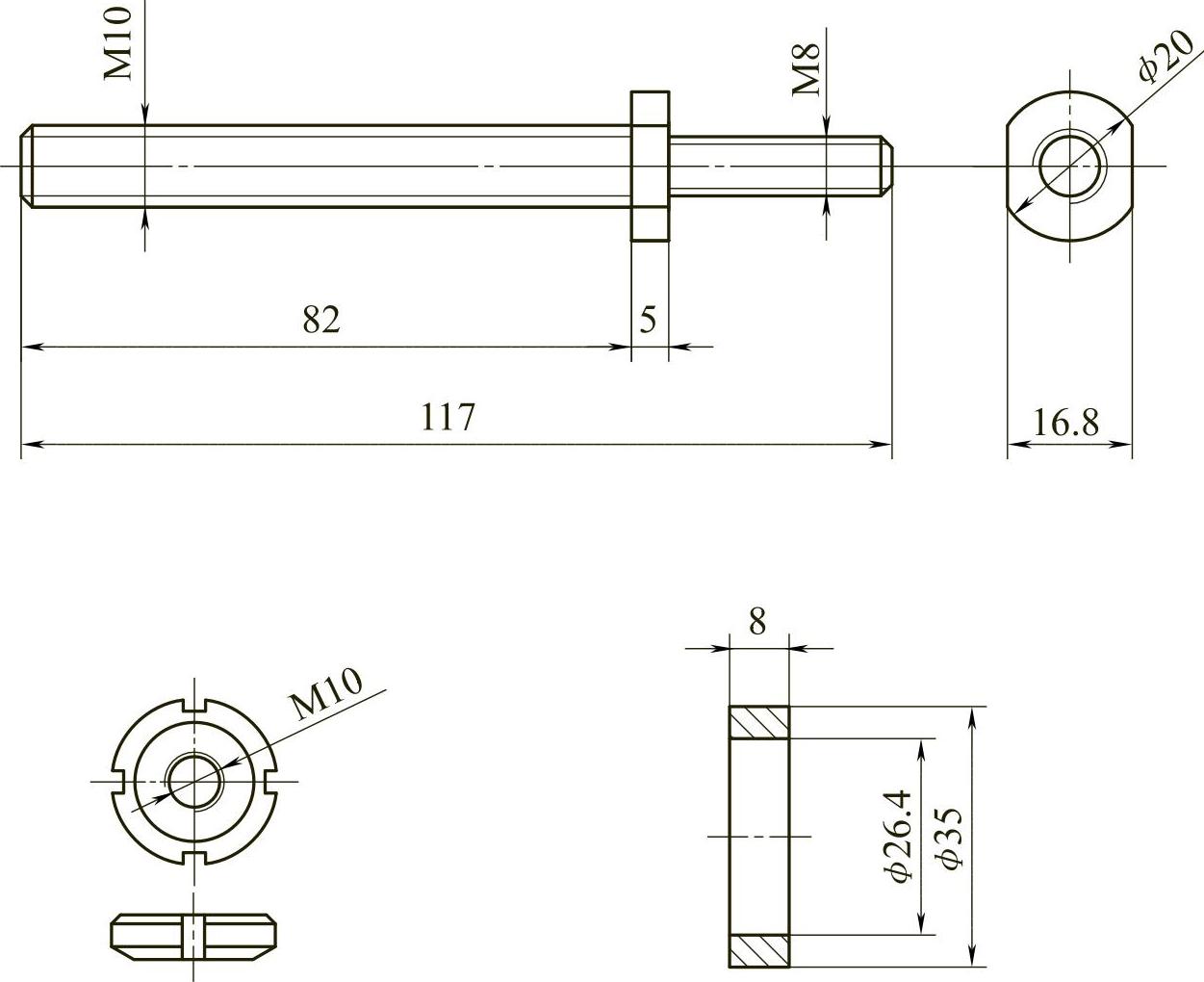
图1.15-2 钻孔深度定位零件示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。