



设计背景:
钻头沟递增量是为了增强钻头强度,工具行业都是采用斜度拖板走靠模来加工。由于大批量生产、吃刀量大靠模式加工摩擦力大,拖板导轨磨损快,质量不易保证;20世纪70年代由于领导支持,设计改进的装置在同志们共同协助下获得了成功、解决了难题,1978年获太原市科技成果奖,也为钻头沟槽加工创造了新工艺。设计过程要点:利用工作台侧面T形槽装齿条,通过交换齿轮架齿轮传动升降台上下移动走差动,实现加工钻头递增量。
装置结构特点:
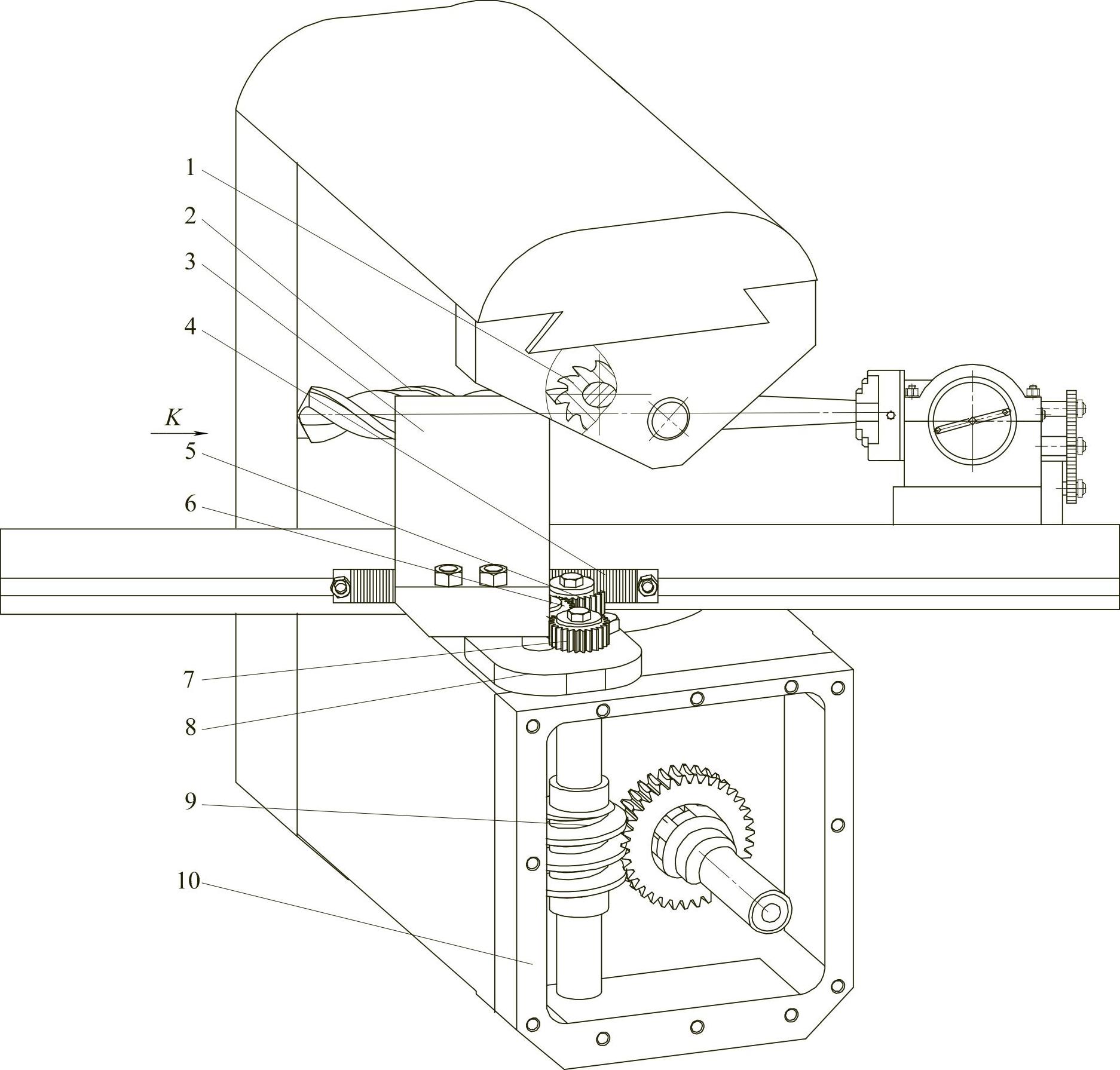
钻头2由带交换齿轮架分度头三爪夹柄、支承架导套3定位铣沟。工作台侧装传动齿条4,通过齿轮5、6、7传动蜗杆蜗轮带动升降轴12,工作台上下移动加工递增量。蜗轮15套装在离合齿套19外圆,齿套开端有离合齿爪、左端与蜗轮内齿离、合实现手摇调整升降,右端与手柄齿套21连接,推动齿套与蜗轮脱开升降,齿套左端环形孔装弹簧14,当手动升降结束弹簧自动顶齿套和蜗轮结合传动。机床轴盘11装定位套16、通过紧定螺钉18头部钢球定位蜗轮圆弧槽,防止窜动。新装置改变了用拖板靠模工装加工钻头传统工艺,机床负载减轻、工装设计简化、递增量准确、质量稳定。
图1.8-1为钻头铣递增量装置结构示意图。
图1.8-2为钻头铣递增量装置升降结构示意图。
图1.8-2为传统钻头铣槽递增量原理结构示意图。
 (https://www.xing528.com)
(https://www.xing528.com)
图1.8-1 钻头铣递增量装置结构示意图
1—沟槽铣刀 2—钻头 3—支承架导套 4—传动齿条 5—齿轮 6—齿轮(过轮) 7—齿轮 8—交换齿轮架 9—四头蜗杆 10—齿轮箱体 11—机床轴盘 12—升降轴 13—小轴 14—弹簧 15—蜗轮 16—定位套 17—紧定螺钉 18—紧定螺钉 19—离合齿套 20—键 21—手柄齿套 22—销轴 23—内套 24—顶丝 25—升降摇把
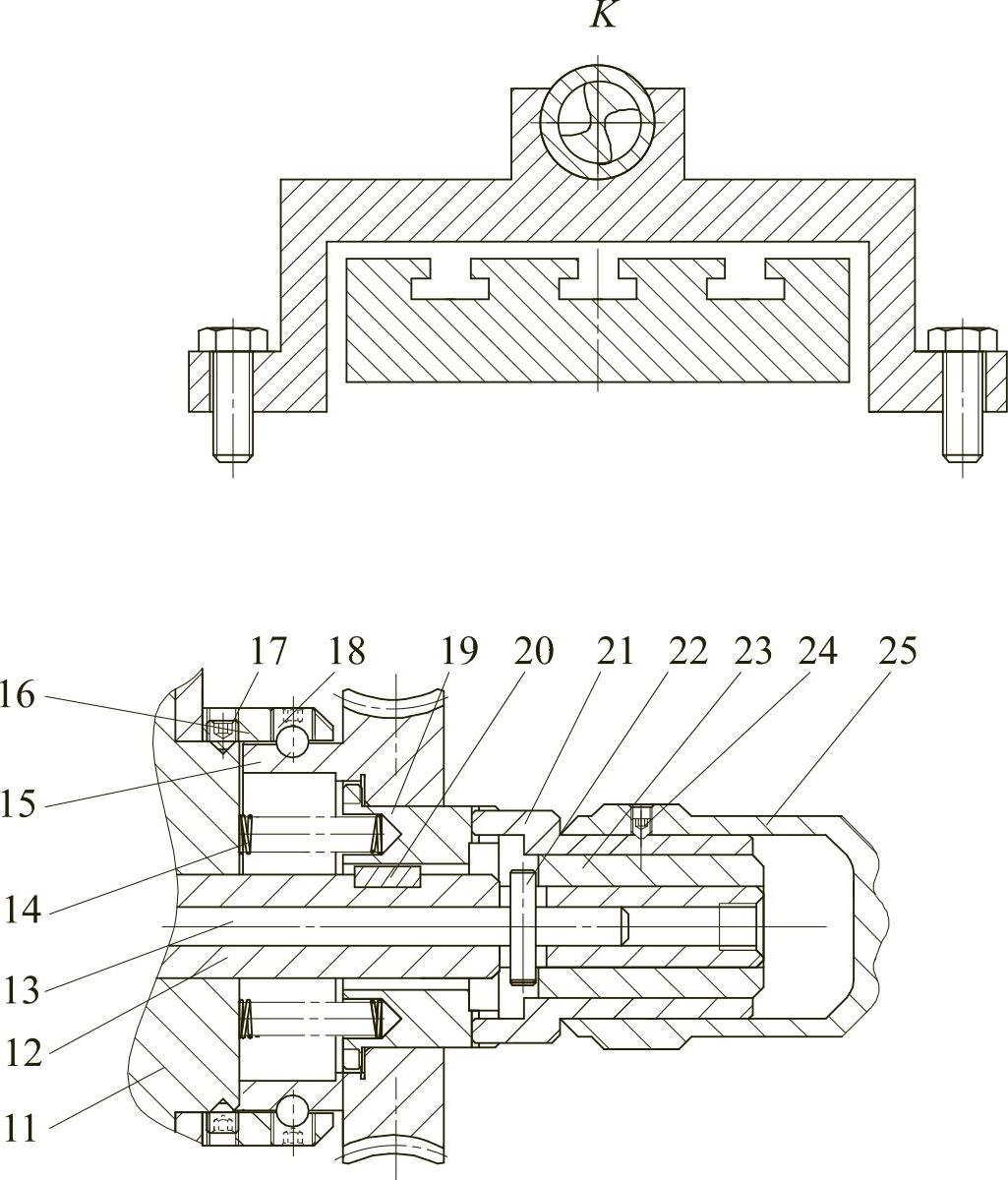
图1.8-2 钻头铣递增量装置升降结构示意图
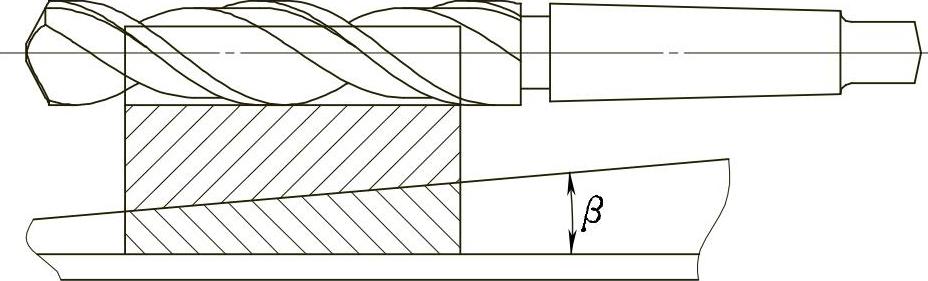
图1.8-3 传统钻头铣槽递增量原理结构示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。