



设计背景:
发动机加工,缸体止推环面是曲轴定位关键部位,试制生产江铃493发动机缸体时,外购了一台缸体止推环面专机。加工缸体止推环面中经常出现打刀现象,还可能造成缸体报废。专机为挠槽式加工,刀杆为悬臂无支托,刚性差、造成易振动、打刀(图1.5-2)。我们用旧机床T716金刚镗床改制了半自动止推环面机获得较好效果。
设计过程要点:
1.设计了托架式镗刀杆,解决了刀杆刚性差、振动问题。
2.根据金刚镗床刀杆立装特点设计了刀杆托架。
3.设计气动压紧工装。
4.由于改装设备无自动进、退刀机构,加装了步进电动机、齿轮机构,实现了自动进退刀半自动加工。
机床改装结构特点:
改装的最大特点是由原专机悬臂式刀杆、挠槽式加工改进为托架支承式刀杆、镗铣端面式加工。加工平稳、安全、质量好。
结构原理:
如图1.5-1所示,在原T716金刚镗床上制作了镗刀杆托架3,镗孔刀杆6装入机床主轴,下面用托架支承。镗孔刀杆6装上、下镗刀7和8,前端装圆锥滚子轴承9,通过调整轴承顶盖10、压盖螺钉13、螺纹压盖11、调整螺钉12来实现刀杆轴向间隙、刀具上、下位置的调整。工件由下面工装定位,上面用压紧气缸压紧。金刚镗床工作台没有机动走刀,在机床底座右下侧安装了步进电动机5、主动齿轮14,去掉手轮,改装从动轮4,实现了自动进刀、退刀半自动加工。刀杆由于前端有托架支承,刚性好、无振动现象发生,刀具损耗少、加工质量稳定。
图1.5-1为改进设计结构原理图。(https://www.xing528.com)
图1.5-2为原专机加工示意图。
图1.5-3为工件图。
图1.5-4为改进后刀杆、支架结构图。
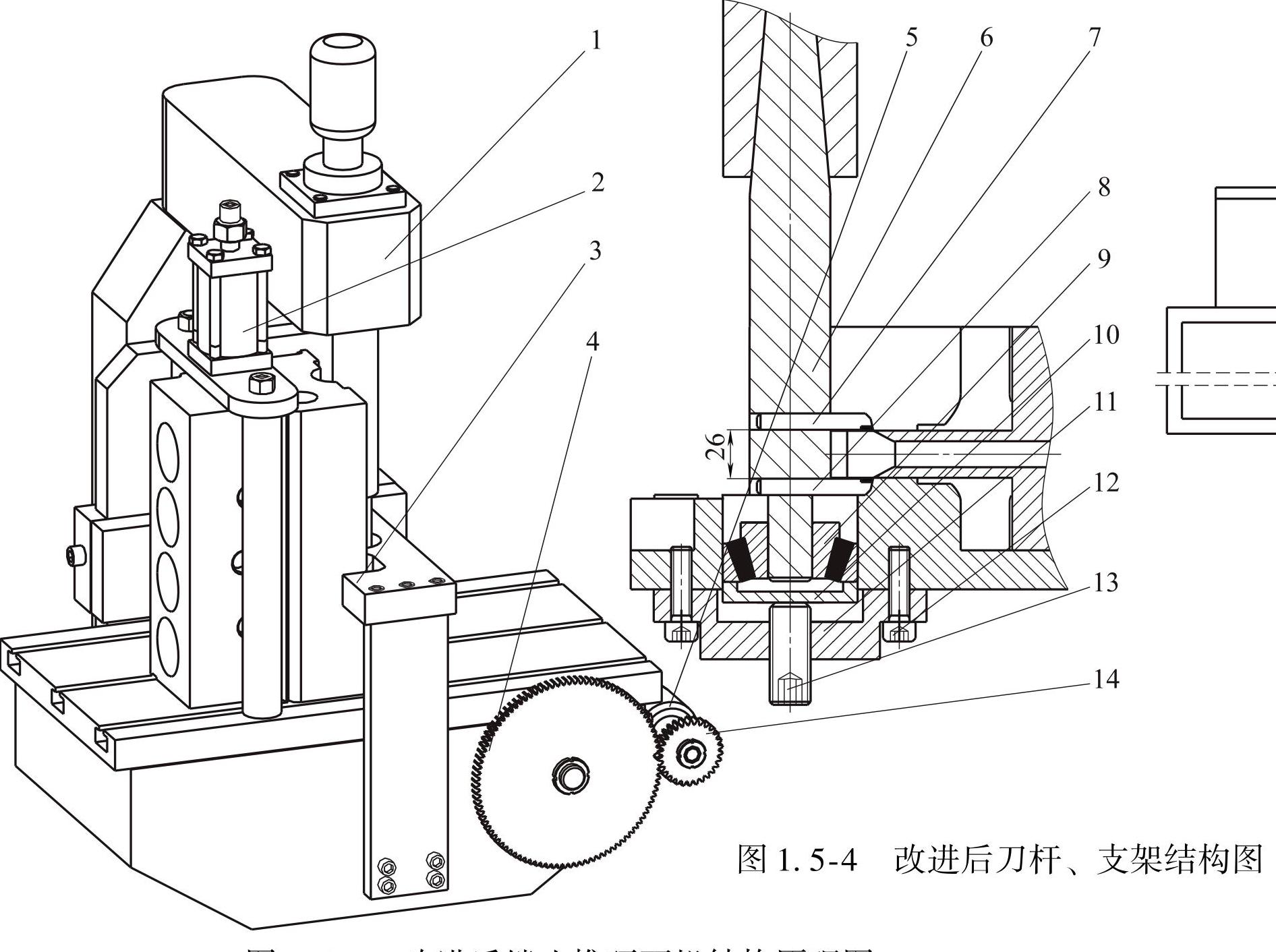
图1.5-1 改进后镗止推环面机结构原理图
1—原T716金刚镗床 2—工件压紧气缸 3—镗刀杆托架 4—从动轮 5—步进电动机 6—镗孔刀杆 7—上镗刀 8—下镗刀 9—圆锥滚子轴承 10—轴承顶盖 11—螺纹压盖 12—调整螺钉 13—压盖螺钉 14—主动齿轮
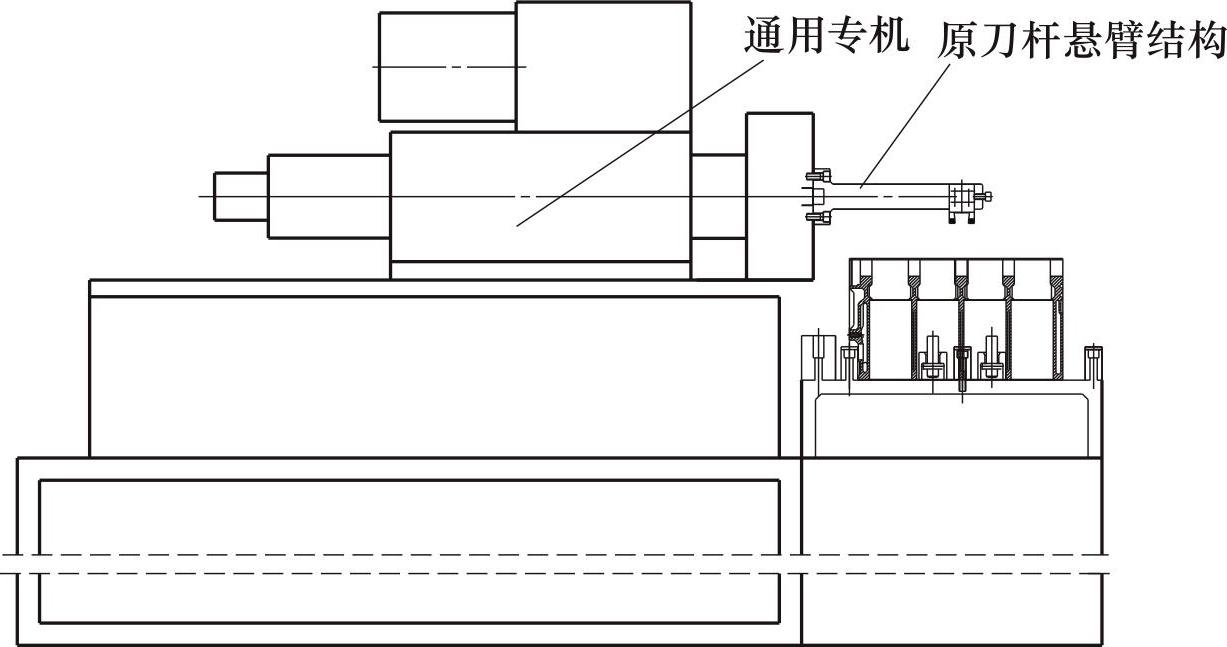
图1.5-2 原专机加工示意图
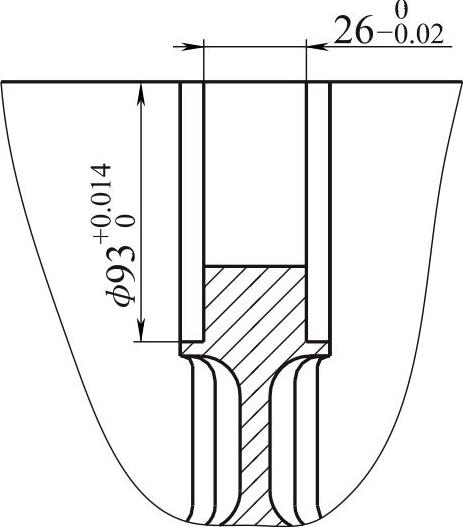
图1.5-3 工件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。