



1.粗车车刀
车削蜗杆时,由于需要去除的余量多,切削抗力大,容易产生扎刀现象,限制了生产率的提高。蜗杆齿形粗车车刀各角度如图3-53所示。为提高粗车车刀刀尖强度,车刀牙型角采用约40°;切削刃的刀尖部分用磨石修研出-5°的倒棱,此倒棱宽度值视蜗杆模数、工件材料而定,齿距大、背吃刀量大、材料较硬时此倒棱可取大些。
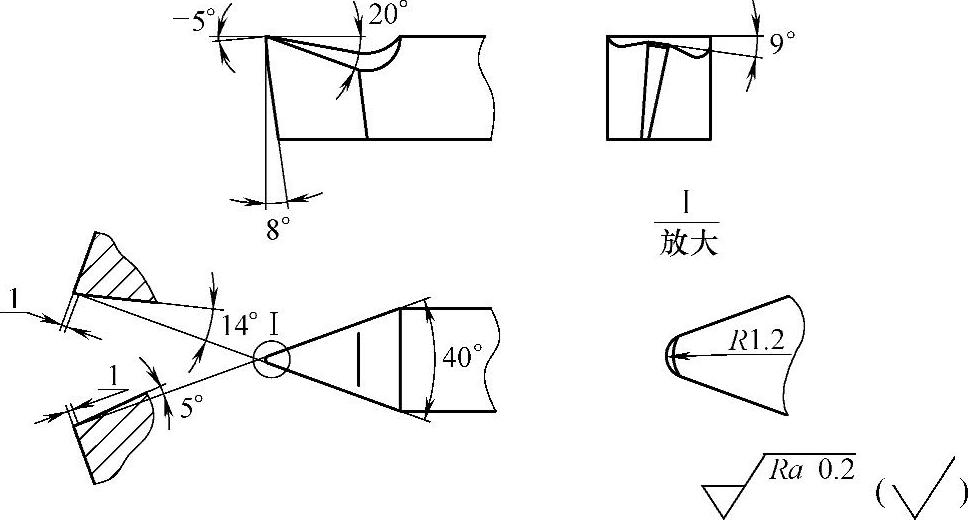
图3-53 蜗杆齿形粗车车刀各角度
蜗杆粗车车刀应具有强度高、切削变形小、排屑顺利、散热好等特点。选用W18Cr4V或W6Mo5Cr4V2作为刀头材料。
另外,根据车削蜗杆对粗车车刀的要求以及使用方便,现介绍一种组合式齿形粗车车刀(图3-54),它能较好地解决磨削导程角、装夹强度等问题。整个刀杆由刀头1、刀杆体2(图3-55)、顶杆3、调节螺杆4组成,刀头1装在刀杆体2的圆柱孔中,当刀架螺钉压紧带有2mm宽槽的刀杆体时,刀头被“抱死”,顶杆3与调节螺杆4用来调节刀头的伸缩距离。
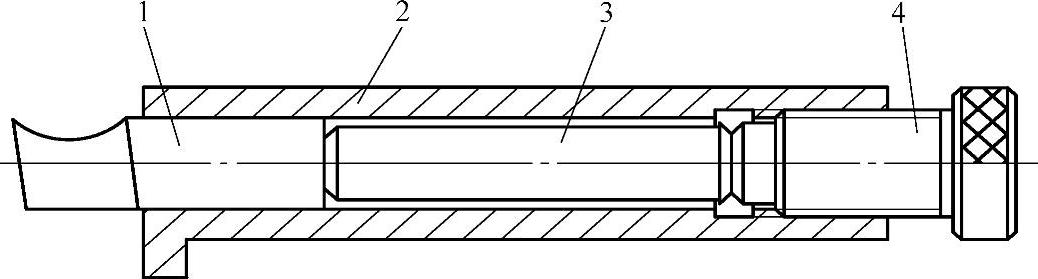
图3-54 组合式齿形粗车车刀
1—刀头 2—刀杆体 3—顶杆 4—调节螺杆
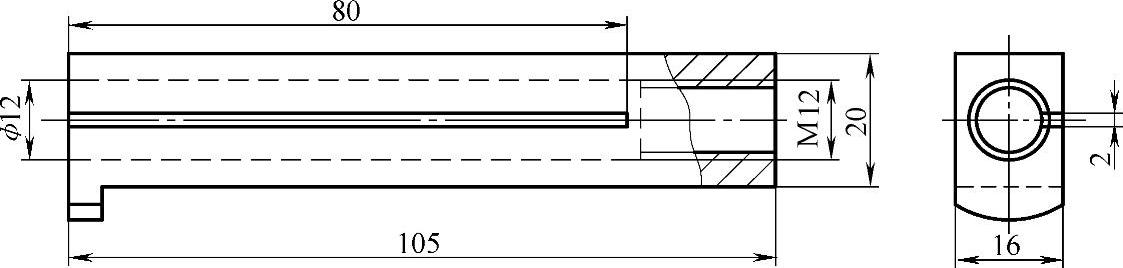
图3-55 刀杆体
刀具材料采用报废的中心钻,它的硬度不但能满足蜗杆的强力车削,而且还具有较高的耐冲击性。同时,由于中心钻外圆是圆柱体,可以根据被加工蜗杆的导程角调整角度。所以在刃磨刀具时无须考虑导程角的大小。另外,由于采用的是报废的材料,避免了使用白钢刀条,刀具费用大大降低。
图3-53所示蜗杆齿形粗车车刀的特点是:
1)采用圆弧形刀尖,增强了刀尖强度,解决了刀尖散热问题。
2)采用圆弧形排屑槽,增大了实际前角,改善了排屑条件。
3)利用刀杆体上的台阶靠平四方刀架,能大大增加刀杆的强度和刀头的定位强度。
4)采用分层切削法加工,背吃刀量可以增加1倍。(https://www.xing528.com)
5)刀具的几何角度与一般车刀没有什么区别,只是刀尖采用的是圆弧形,刀头宽度选取(0.7~0.8)×蜗杆槽底宽,刀头形状如图3-56所示。
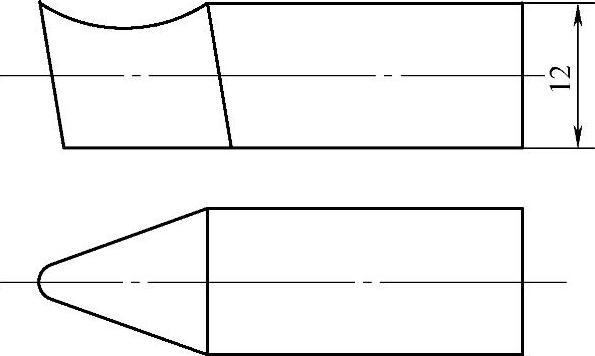
图3-56 刀头形状
6)在车削不同齿距的蜗杆时,只需更换不同的刀头,安装时旋转至需要的导程角,就可以满足不同齿距的车削。
2.半精车车刀
半精车车刀刀头材料采用W18Cr4V,安装于弹簧刀杆上。采用径向前角,刀头宽度略小于蜗杆齿底槽宽度,齿形角为40°。它的主要任务是清平牙底,让齿形面成形,并保证齿形各面精车余量均匀。
3.精车车刀
精车车刀主要考虑的是如何在保证齿形角的前提下,让切削变得更加流畅,从而达到表面质量要求。精车车刀的材料一般采用W18Cr4V,安装于弹簧刀杆上。
技能大师经验谈:
蜗杆齿形精车车刀各角度如图3-57所示。刀头材料选用W18Cr4V或W6Mo5Cr4V2。此车刀的特点是:刀头强度高;刃口锋利、排屑顺畅;切屑变形小;散热条件好。装刀时用样板或万能角尺对刀,使车刀两切削刃夹角平分线与蜗杆轴线垂直。采用单刃车削,切削用量为:vc=1~4m/min;ap=0.01~0.02mm。
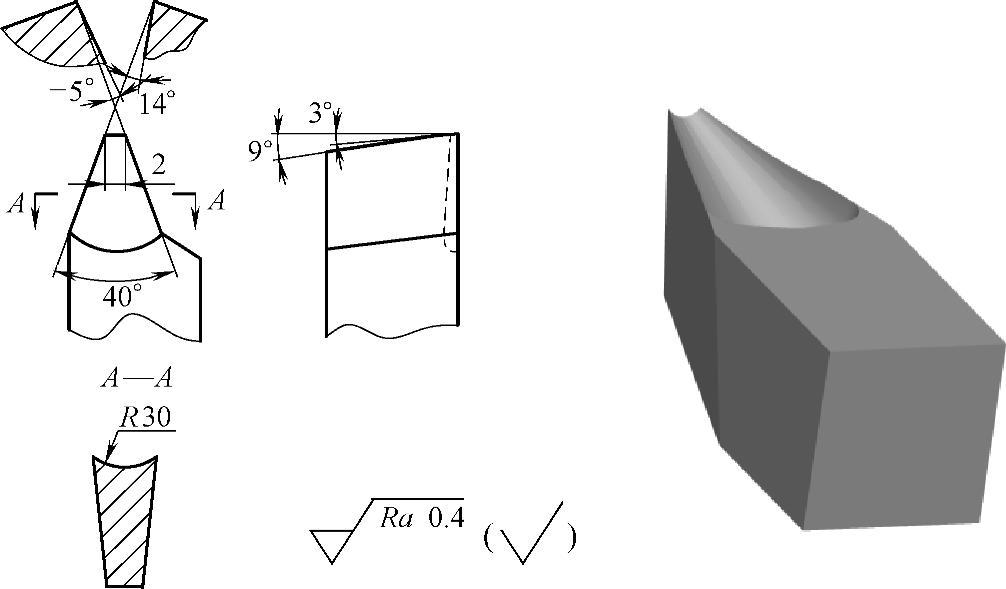
图3-57 蜗杆齿形精车车刀
另一种蜗杆齿形精车车刀如图3-58所示。车削方法基本相同,适用于模数较大蜗杆的齿廓车削。
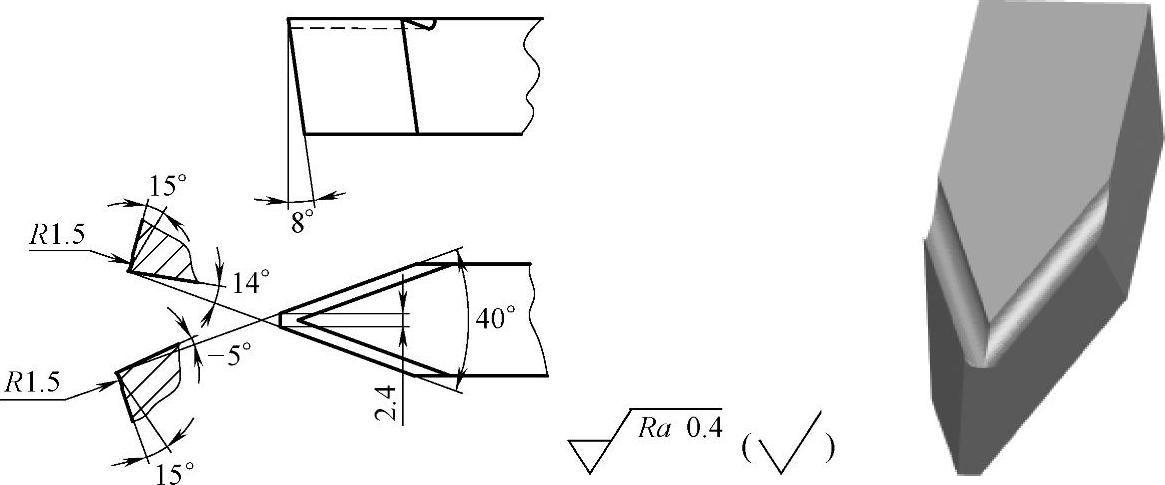
图3-58 另一种蜗杆齿形精车车刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。