



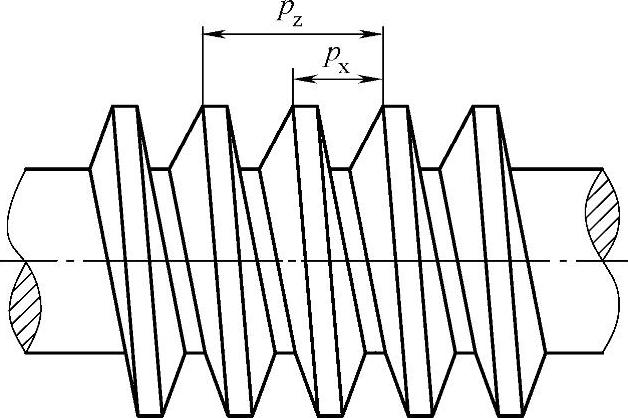
图3-50 双头蜗杆的轴向齿距与导程
1.轴向分头法
轴向分头法就是按蜗杆导程车好第一条螺旋槽后,将车刀沿轴线移动一个齿距,再车第二条螺旋槽。按照零件图的精度要求,采用相应的加工方法来达到分头的目的。
(1)应用小滑板刻度和百分表分头 车好多头蜗杆的第一条螺旋槽之后,将小滑板移动一个齿距,再车第二条螺旋槽,直至将每个螺旋槽车完,这就是使用较广的小滑板刻度分头法。小滑板移动的距离还可通过百分表来控制,可将小滑板分头的分度精度由0.05mm提高到0.01mm。由于小滑板移动在机床导轨的水平和垂直方向上存在不同程度的位置误差,所以这种分头方法的精度不高。在操作时,首先必须调整小滑板导轨与车床主轴轴线的平行度。该分头方法操作方便,适用于齿距≤8mm、分头精度不太高的场合。
(2)应用车床丝杠和百分表分头 当多头蜗杆的导程与车床丝杠成整数倍时,可采用正反车的方法,在车好第一条螺旋槽后停车,提起开合螺母,按照大滑板的刻线向前或向后移动一个或几个车床丝杠螺距(以CA6140型车床为例,车床丝杠螺距为12mm,适合车削齿距为12mm或12mm整数倍的多头蜗杆),合上开合螺母,车第二条螺旋槽,直至将各头全部车完。
如图3-51所示,当车削蜗杆导程大,且与丝杠螺距不成整数倍的多头蜗杆时,还可采用车床丝杠加小滑板刻度、百分表相结合的方法来分头。用开合螺母移动与丝杠螺距成整数倍的部分,再用小滑板和百分表移动来完成剩余的距离。该方法简便、实用,适用于大导程多头蜗杆的车削。
(3)应用百分表和量块分头 对齿距较大的多头蜗杆分头时,会受到百分表行程的限制,这时,可根据尺寸加入一块或一组量块,量块尺寸正好等于工件导程。分头时移动小滑板,结合量块和百分表的组合来控制所需移动的距离。此方法适用于齿距精度要求较高且导程较大的多头蜗杆分头。
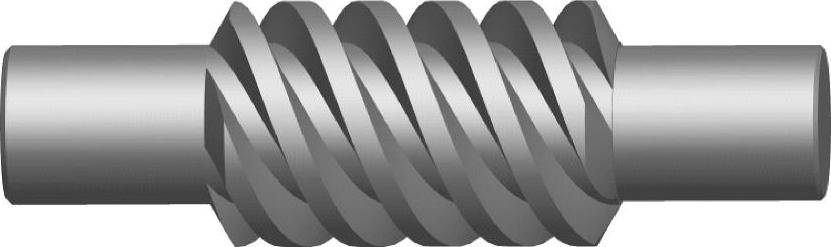
图3-51 大导程多头蜗杆(https://www.xing528.com)
2.圆周分头法
多头蜗杆各螺旋线在圆周上是等角度分布的,因此当车好第一条螺旋槽后,将工件与丝杠传动链脱开,让工件旋转一个需要的角度后,重新接通工件与丝杠的传动链,继而车下一条螺旋槽,这种方法称为圆周分头法。
(1)利用自定心卡盘和单动卡盘分头 当工件采用两顶尖装夹时,利用卡盘拨动鸡心夹头的卡爪而进行分头,在车好第一条螺旋槽后,松开后顶尖,将工件连同鸡心夹头一起转动一个卡爪位置,再用顶尖支承好,车削下一条螺旋槽。由于此方法是用卡盘卡爪作为分头基准,所以,可利用自定心卡盘分3头蜗杆,用单动卡盘分4头蜗杆。
采用此方法分头方便、快捷,但由于卡爪本身的误差较大,使得工件的分头精度不高,另外,由于采用鸡心夹头装夹刚度较差,因此只适合多头蜗杆的粗加工。
(2)采用专用分头夹具分头 车削头数为2、3、4的多头蜗杆时,可利用简单的、装在交换齿轮架处的分度盘。此分度盘的分头原理与操作方法同于齿轮分头,分度盘的形状如图3-52所示,其分头精度取决于分度盘的制造精度。
使用分度盘车削双头蜗杆时,应采用1、3或2、4分头定位槽分头;车削3头蜗杆时,应采用1、5、6分头定位槽分头;车削4头蜗杆时,应采用1、2、3、4分头定位槽分头。
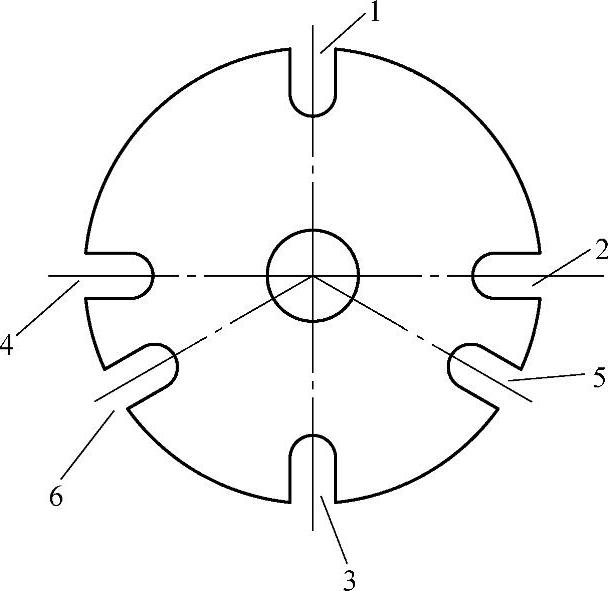
图3-52 分度盘
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。